
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I got an old Hougen magnetic base portable drill press with a broken spindle. The part is obsolete. I have searched extensively online for a replacement with no luck.
It is just a shaft with a couple of different diameters, 1 threaded end and a Woodruff key seat. It has a couple of precision ground spots that run in needle bearings. Those will be the most challenging for me. I am game to try it with my tool post grinder. The original is drilled and taped as you would use on a reversing drill, but this one does not reverse. Since the original broke in the threads, I am planning to leave the threaded end of the spindle solid for additional strength. The original is broken clean, very fine grain with no distortion. I am sure it was heat treated.
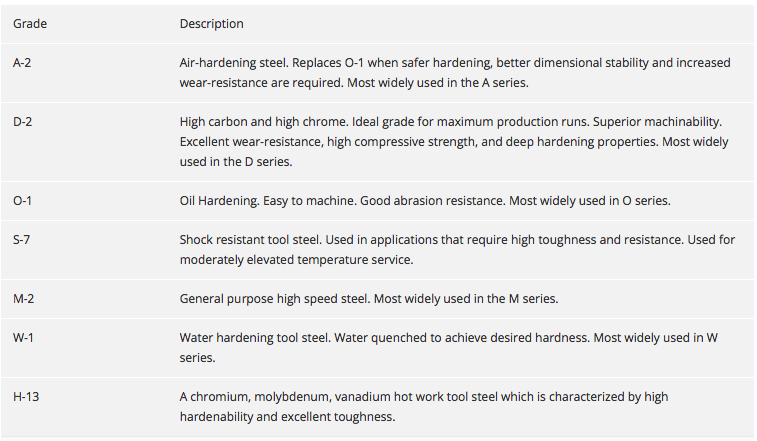
From what I have read so far, A-2 tool steel appears to be and appropriate material. I assume the original was heat treated, but I have no idea how much to temper it.
I have confidence I can do all of the required machine operations. I plan to turn the rough sizes, maybe +0.005" then heat treat and finish the critical sizes by grinding.
I have basic treating capability which I have used for chisels and cutting tools etc. I am thinking the most critical heat treat operation will be how much to temper the part.
Any heads up will be appreciated.




 Reply With Quote
Reply With Quote





Bookmarks