 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksThanks mate. Im happy if you found it usefull.Originally Posted by chy_farm







Thanks mate. Im happy if you found it usefull.


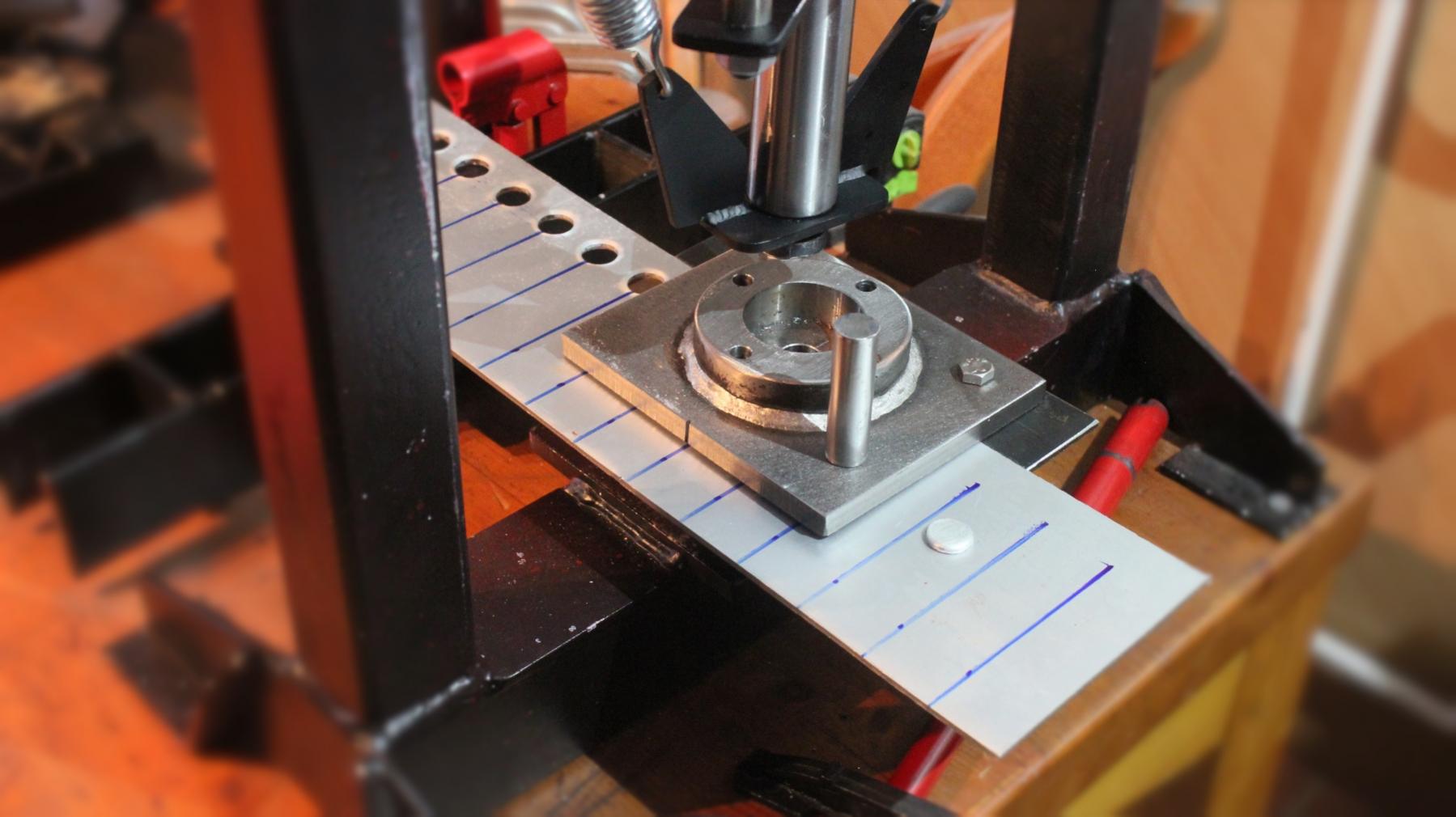
All kinds of good features in this project, but my favorite is pictured.
Round stock for dies, far better at shaping than conventional use of inverted angle iron [apex up]. Not only easier to control, but makes acute angles possible. Contact with angles remain constant, while round diminishes as punch enters farther.
Notated illustration below, click to enlarge. Enjoy!


Last edited by Toolmaker51; Apr 7, 2018 at 03:17 PM. Reason: sketch-up
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Frank S (Apr 7, 2018), Paul Jones (Apr 9, 2018), PJs (Apr 10, 2018)
Thanks. I like both are usefull. Angle iron for very tight corners. Round bars for larger diameters.. bonus is that round die doesn't leave marks so easily.
Personally i like that angle irons and "sharp" upper die helps to get bens to the right spots, specially when you need to bend both ends of the object, and right distance between bends is important.
I place the "sharp" upper die to the mark and press. I count the centerpoint of the bend radius, wich usually is one times plate thickness, if both bends are 90 degree. ( material thickness affects ) With round upper die placing it to the right spot needs more carefull preparations.
Paul Jones (Apr 9, 2018), PJs (Apr 10, 2018), Toolmaker51 (Apr 9, 2018)
Well, I don't want to be the taskmaster, but you'll get a good measure of repeatability with a back-gauge. Then preparation will cover a run of parts. I need to do some round corners myself, to restore a rusted out and ancient Kennedy roll-cabinet. I'm even thinking of making it a bit taller. Issue now is how to produce offsets for the panels between...
Last edited by Toolmaker51; Apr 9, 2018 at 08:37 PM.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
PJs (Apr 10, 2018)
Yep. It helps sometimes. But i don't usually trust them. If you make bends for the both ends using back-gauge, and have made little mistake when cutting the workpiece, then mistake is delivered between the bends.
I like to design my builds so that possible measuring mistakes are left to the edges, where there usually is no matter, if one side is one millimeter longer or shorter. ( if it matters, then its easy to remove with grinder.)
This gives me a conclusion that there is no best way to do anything that would work with everybody. Everyone works on their own way, how they design, mark or measure..
Personally i think that its good to have many different bending dies. But if i would need to choose only one option, that would be:
Round bars at the lower die, and sharp one on upper.
PJs (Apr 10, 2018), Toolmaker51 (Oct 28, 2019)
Agreed, 100%. A little radius on a "sharp" die will bend many thicknesses without fracture, though I know you mean minimal [even smaller] radius. Those are the basic form of air dies.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...

Made this jig for stamping sheet metals, it also works when punching holes.
I like to make tools that can be used many ways, it saves material and space.
I have couple projects where i can use this tool. I shared it, because i tought one can get ideas from it for some other projects too.
Attachment 23303
Cone shaped ends are stamped.
Attachment 23305Attachment 23306
Bottom is flat, because i weld M8 nuts behind the plates, to attach leds and hose fittings.
Made a "stress test" with 4mm alumine plate. I need to punch hundreds of holes to 1mm thick plates to make heat exchanger, so it looks promising.
Didn't want to waste that test piece, so i used it for this.
Attachment 23304
Video shows more:
Last edited by Tuomas; Apr 14, 2018 at 02:44 AM.

Tuomas;
Thanks for this post, I believe I missed it when it was first posted. In any event you have filled my mind with a massive number of ideas as this press certainly has the flexibility to do most of what I need out of a press.
One thing I might suggest for future builders is to keep the top cross member flat or provide a way to mount a table above the brace. The idea here is that the top cylinder can be permanently attached to the press and simply stored on top of the upper cross member when not needed. I'm always thinking about storage issue due to very little shop space at the moment. The idea of being able to gain quick access to the upper cylinder has great appeal also.
I might actually have enough materials on hand to build a variant of this press. It won't be an exact copy due to not having all the same material you used.
PJs (May 31, 2018)

Really nice job Tuomas. I was a gunna guy & was gunna make one mainly for removing bearings from mower decks. The bearings would be fouled by fishing line in parks (fishing and kite flying). The second worst culprit was bailing twine that the local government used for stabalising young trees & never cleaned up after themselves after removal of twine and stakes from the trees. Then the price of a 20 ton press was about the same as for the bottle jack alone so I bought one.
Could you use the bender attachment (new one) turned at 90 degrees to form longer( than distance between uprights) thinner plate?
Here is a video about the whole idea behind this build.
Its a little long, but it should tell the whole story.
Jon (Oct 28, 2019), Little Rabbit (Nov 4, 2019), Moby Duck (Oct 30, 2019), Rangi (Oct 30, 2019), Toolmaker51 (Oct 28, 2019)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote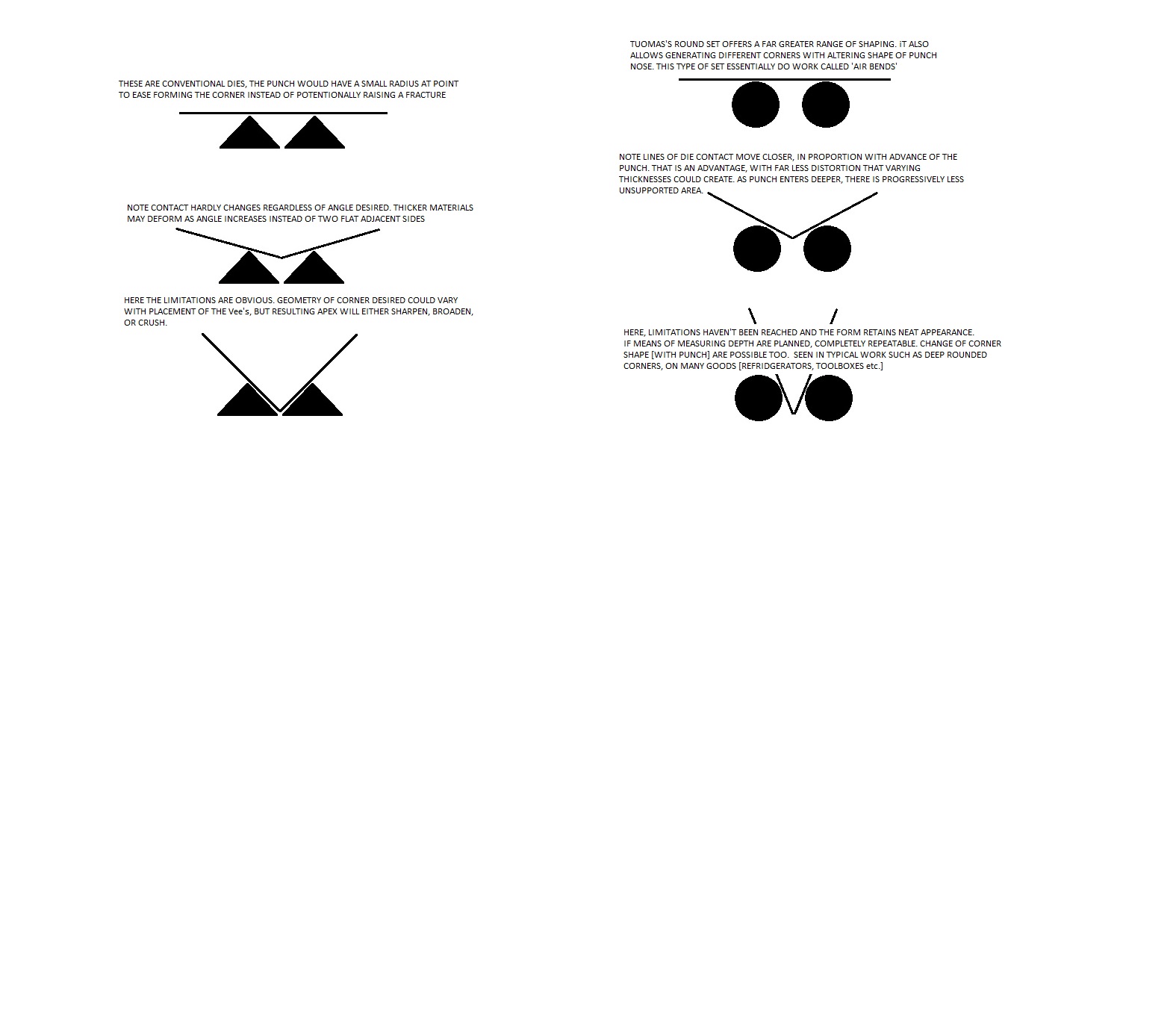
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bookmarks