 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksThank you very much Kess.Originally Posted by kess





Thank you very much Kess.

Last edited by Tuomas; Jan 13, 2018 at 03:33 AM.
Thanks buddy.
I planned to make wide scissor jack and use it for straightening. I could swap jacks when necessary, that was also one reason why i placed jack down.
With thinner material i could use power drill for rolling, with thicker material handle.
I think it would work nicely. Tought.. i don't need to straighten thicker than 6-8mm materials, i thick somewhat 2-3 ton power would be enough.
Btw. Made first parts to my "No weld quick action hold down clamps". Brake seems to work just like i hoped.
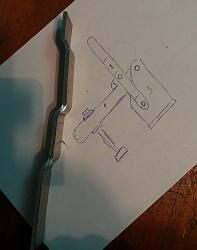

Decided to make simple pipe bending attachment first.
Parts. Video coming little later.
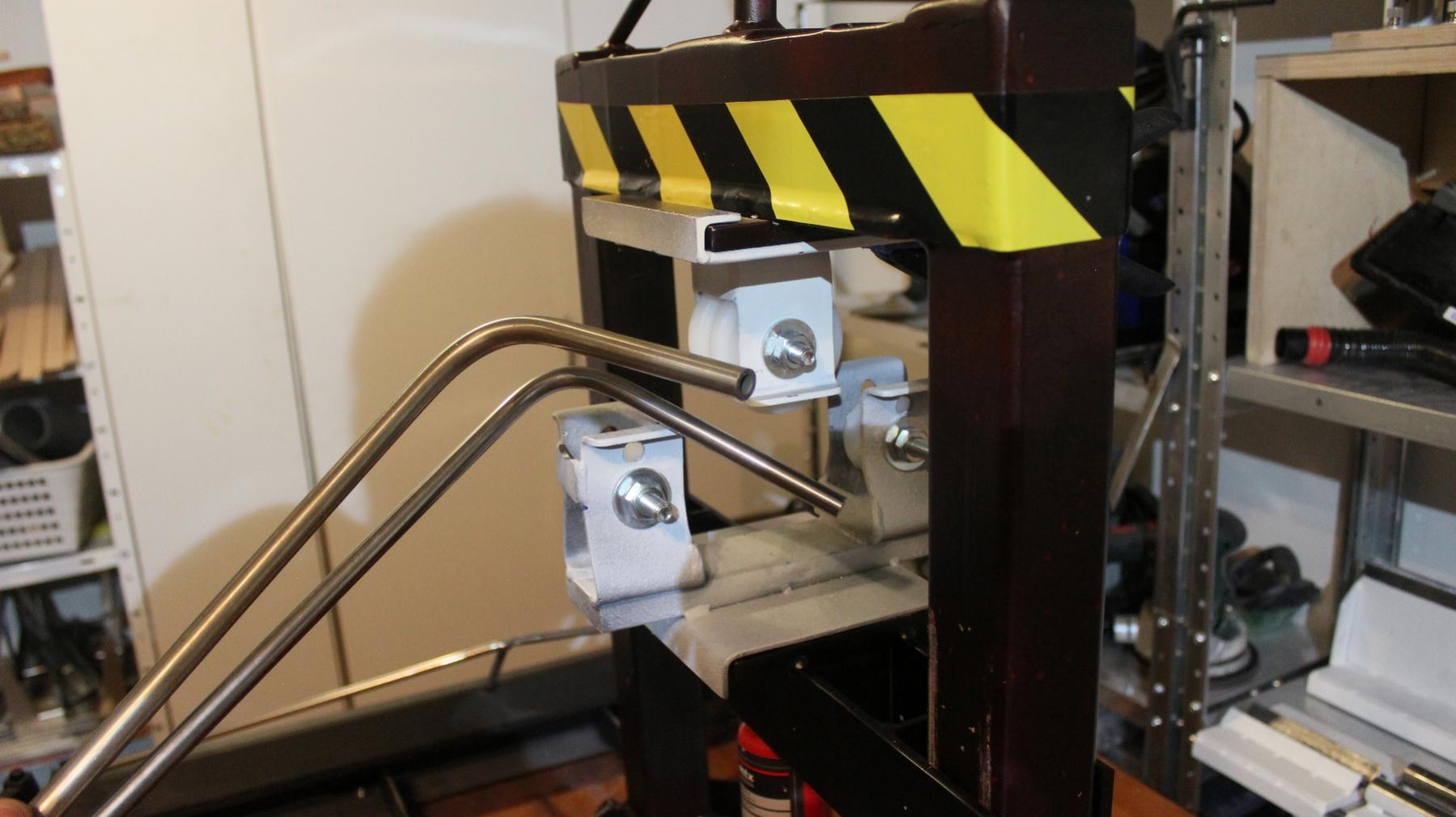
Seems to work nicely.
This is for 12mm pipe. And just a prototype.
Last edited by Tuomas; Jan 16, 2018 at 12:59 AM.



If you're ever worried that you'll have to stop building tools after you finish your latest tool build, just look at Tuomas's builds. This is the strategy of a skilled toolbuilder - simply make new tools for the tools you've already built or own. All of these accessories are for just three tools: a drill press, an angle grinder, and a Dremel.
New plans added on 01/17/2025: Click here for 2,706 plans for homemade tools.

Same idea works with bigger pipes too, radius of the center die needs to be bigger than this one tough.
Next add is a roller bender. "Pin It")
Thanks Jon!
Simple pipe bending attachment.
Material:
Surplus steel, nylon replacement heads from the dead blow hammer, bolts.
It can be used to bend pipes and rods to 12mm diameter. ( grooves on the dies are with 12mm diameter )
Same idea works with bigger pipes too, radius of the center die needs to be bigger than this one tough.
Next add is a roller bender.
Last edited by Tuomas; Jan 16, 2018 at 03:34 PM.
charles scozzari (Dec 12, 2022), PJs (Jan 16, 2018), rdarrylb (Dec 12, 2022), that_other_guy (Aug 18, 2023)

Knocked it Out of the Park, Tuomas!~PJ
Thanks buddy.Kind of trying to proof that making a press in this way might be better option for a small workshop user like me. Its easier to get more benefits from it.
Last edited by Tuomas; Jan 17, 2018 at 02:33 AM.
PJs (Jan 18, 2018)

"Die" is a correct term; applied on tools that cut or form in conjunction with a punch, called a "die set".
Sometimes a distinction is made, naming them according to function, especially "forming die". Dies that cut are a bit more common, and "die" is sufficient.
While a metal brake forms by clamping and bending, a press style exhibits a more distinct entry of a punch into a die.
Large dies performing a series of operations, are "progressive". Usually fed from long rolls of material, not necessarily just flat stock, according to finished part.
'Drawing' is a forming operation too, common parts are door knobs, drawer handles, firearm cartridges...The stock can be sheet or thick slugs.
There are dies doing a set of operations, often hand fed from station to station, of individual pieces. These work in many instances; such as long parts with each end being trimmed in a radius. One I built, made a metal reinforcement for truck mud flaps. Upper edge had long bevels left and right, lower side had two radius's. It also stamped the manufacturer name in the middle. That company didn't have a wide press with sufficient tonnage for a single hit, the build accommodated that. Two hits, cut one bevel and radius left then right, stamping occurred once with the right side.
The subject of types of dies go far deeper than this!
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Tuomas (Jan 18, 2018)

Hi Tuomas,
Well done, very nice.
Regards
Tuomas (Jan 18, 2018)
Thank you very much from the info! I'm slowly learning these english terms. There's no good dictionary about industrial terms, so its sometimes little frustrating to explain something what could be sayed with one word. But you just don't know it. ��
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote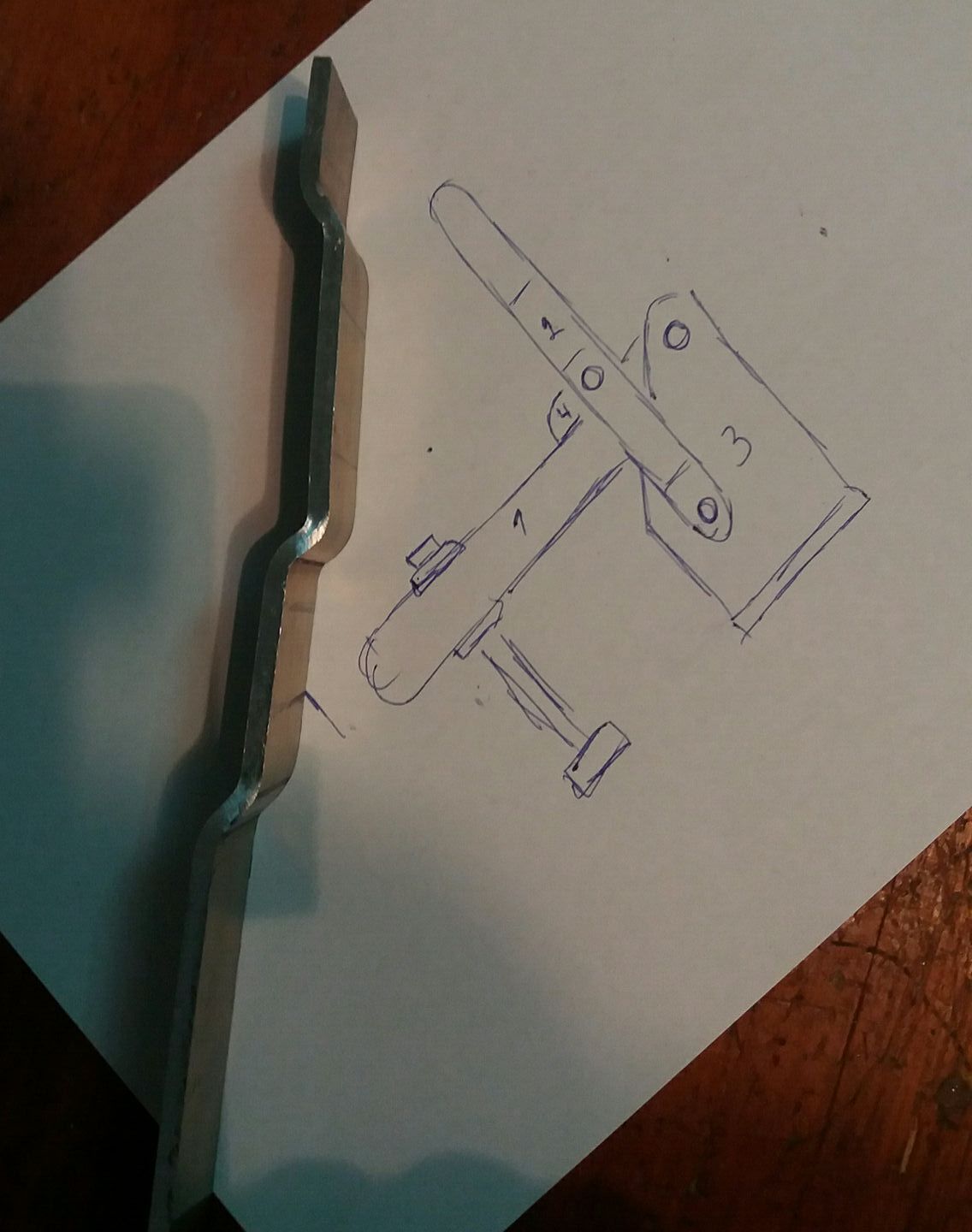


















 kess
kess
Bookmarks