

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Efforts toward creating tools, fixtures, methods of work, and efficient use of time, are inter-related.
That doesn't make them inter-dependant. Ponder on the differences between fiddling and improvement, both verge on 'experimental'.
Often an investment [time, cash, planning] is needed to complete work in a workmanlike manner.
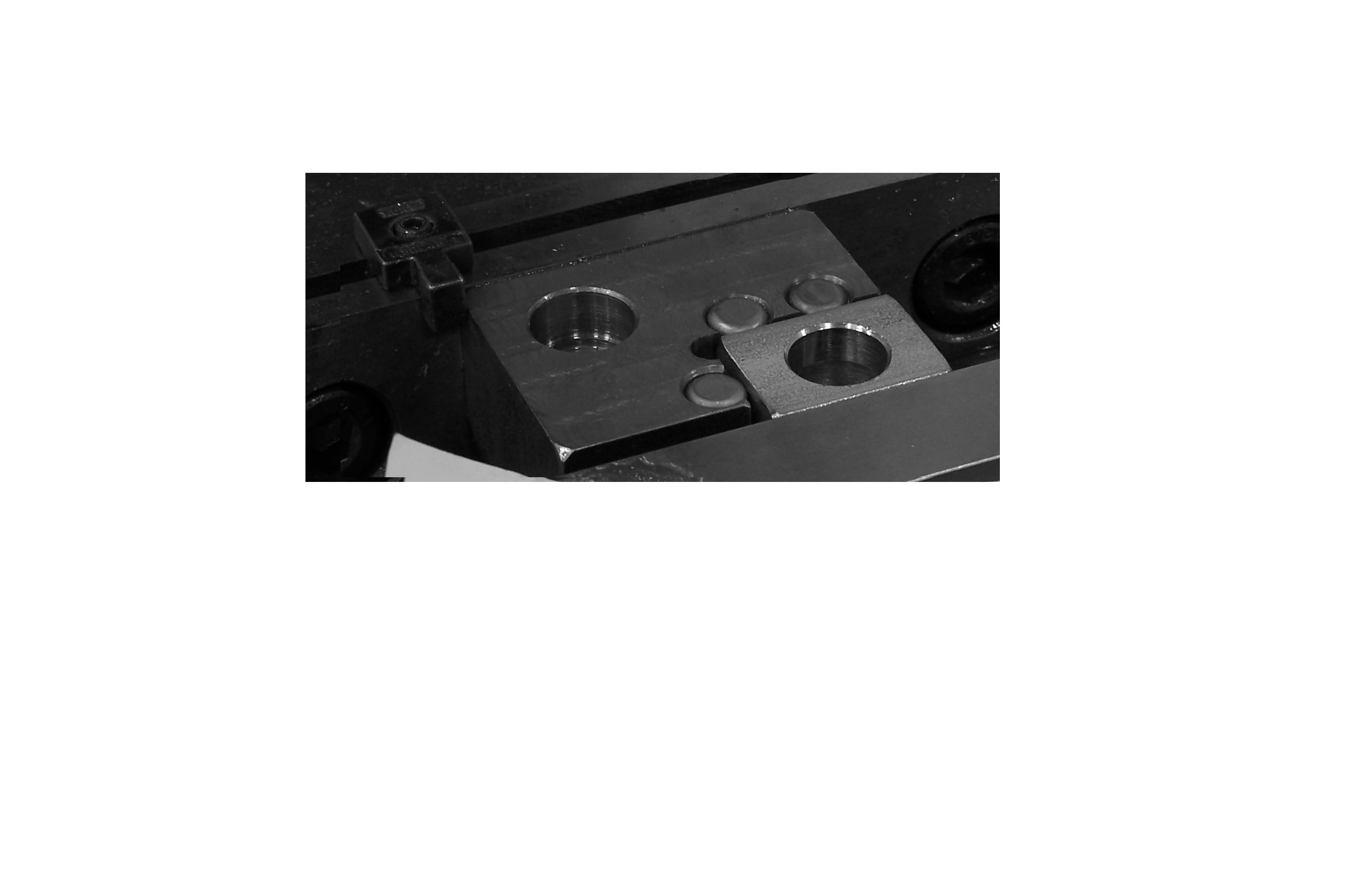
A new drawing required 28 linkage tabs for a stainless steel weldment; 1/4" thick, 3/4" square with a reamed 1/2" Ø central hole.
Easy, right? Sure.
If it's cold rolled with two decent square edges.
If parallels weren't 1/8" thick. 1/2" drill subtracted from 3/4" is an 1/8" per side.....
If sawn ends were square enough to clamp there instead; but parallels remain 1/8" thick...and reamer still hits the parallels.
Thin style parallels could avoid the reamer, holding is greater issue, with non-uniform edges.
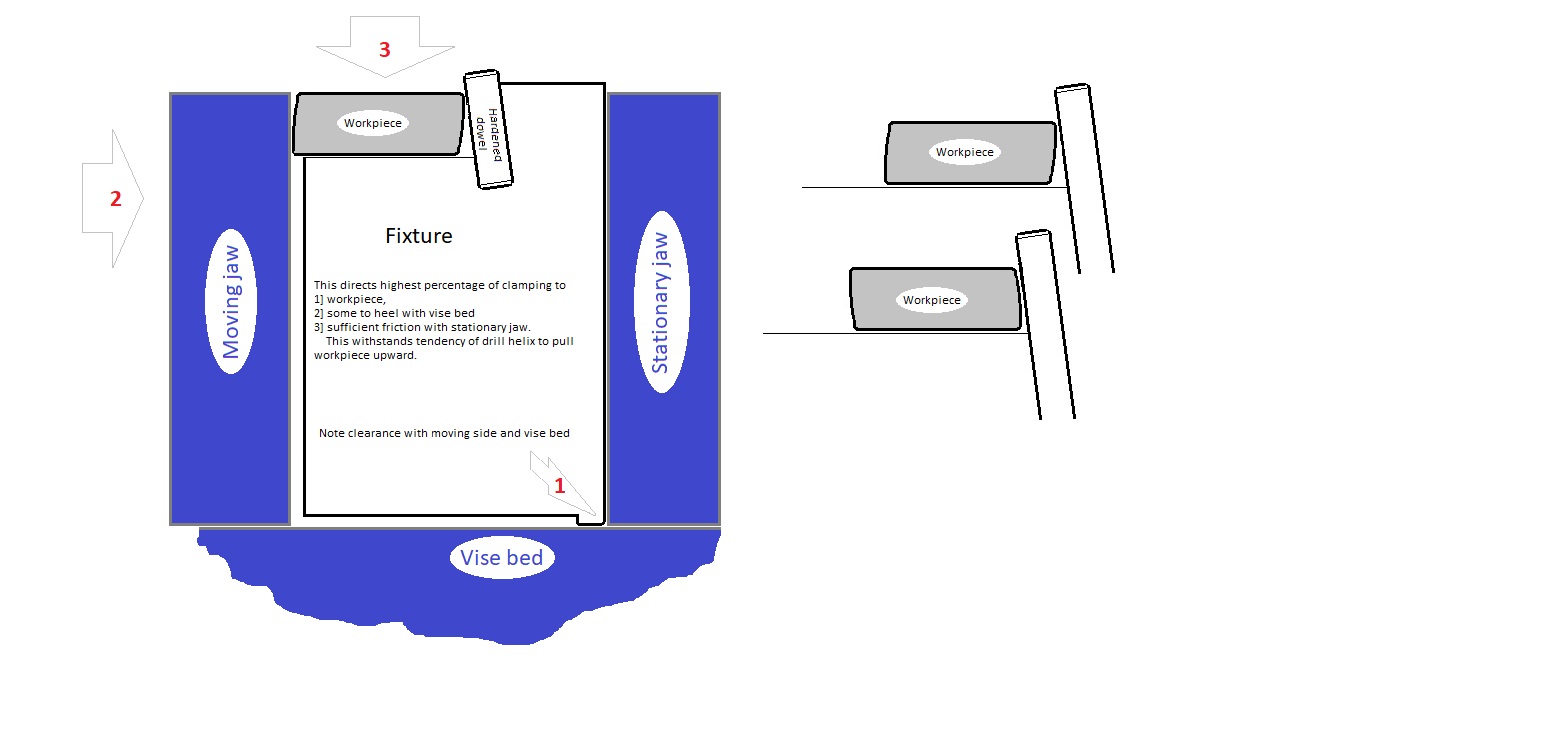
Result of hot-rolling produces a large radius on both edges lengthwise. The apex of each never seems directly opposite, so vise clamping is not secure or flat. Kind of important when drilling. The bored hole is a convenience for indicating, provides known distance to part centerline. Strict edge-finding isn't reliable on misshaped stock.
Click on the illustration to enlarge, extra notations included. As always, Enjoy!



 Reply With Quote
Reply With Quote



Bookmarks