
Originally Posted by
Forrest Addy
Forgive me if I come off a little pompous here. I've done considerable research on the three plate process and I think I have it pretty well mastered is not well practiced. I scraped two groups of three cast iron surface plates an one group of three 8 and 10 ft straight edges employing a modified Whitworth three plate scraping process. I was younger then and heedless of the amount of hard work and excruciating care involved but eventually I achieved the goal of scraping flat references in all three cases..
There's a mistaken impression the process works by one scraping the plates in the group in strict rotation. This is not the case. While you can eventually attain flat references by scraping three plates in strict rotation, I estimate it takes three times as long to accomplish the same job as described by Whitworth in the latter paragraphs of "On Plane Metallic Surfaces and the Proper Mode of Preparing Them" (1840) and to a lesser extent in his letter in "The Practical Mechanical Journal" (date unknown by me). Also Charles Porter "Engineering Reminiscences" in Chapter 22.
A wealth of practical scraping information may be found in the following link including PDF documents of the material I cited:
Hand Scraping (For Precision Surfaces)
Discussion of the three plate scraping process may more expeditiously proceed once participants have assimilated the relevant portions of these resources..The process is tricky to learn in concept but once it has been labored through the scraper hand, surveying his finished work of three generated flatness references would likely say to himself: "That was a lot of work but I wonder why I thought it would be so hard to do."
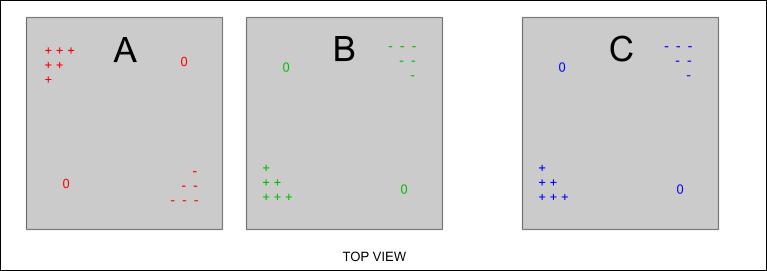
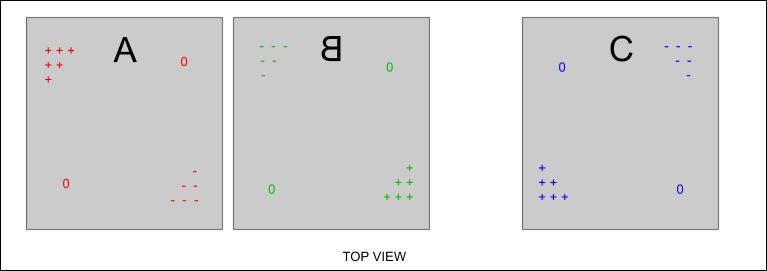
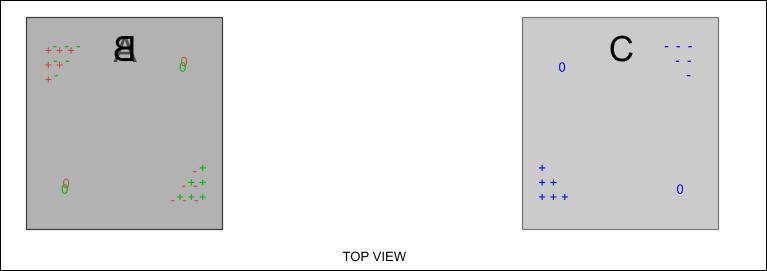
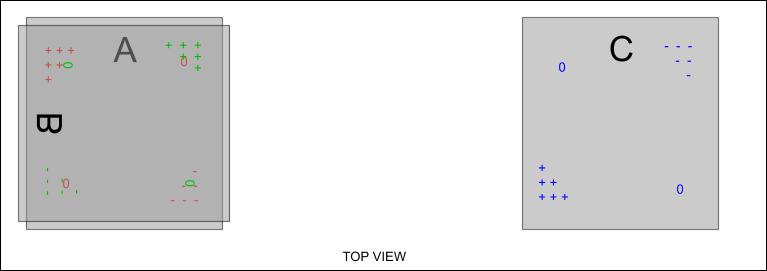
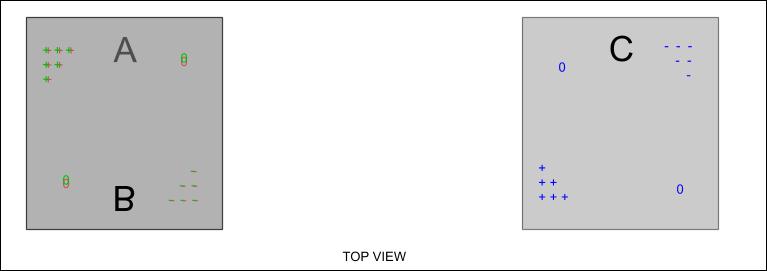
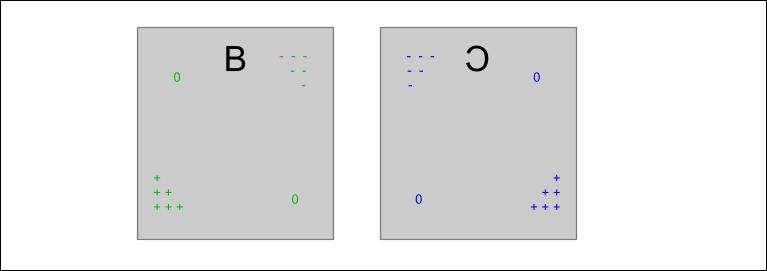
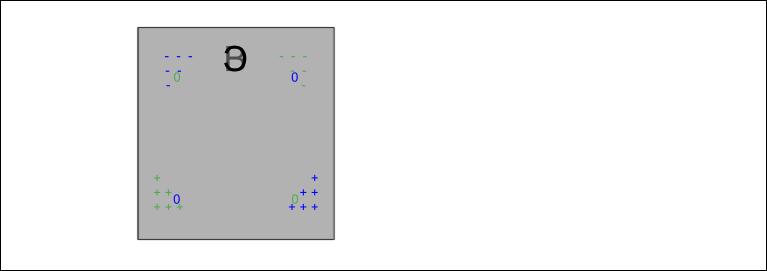
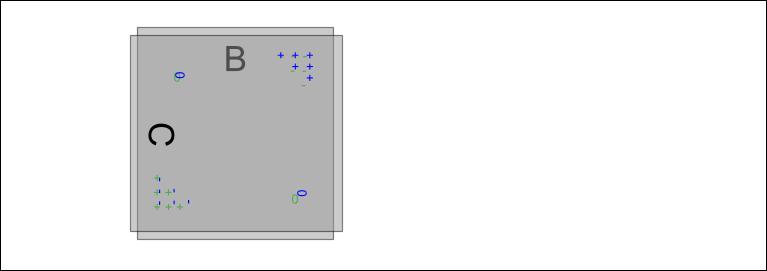
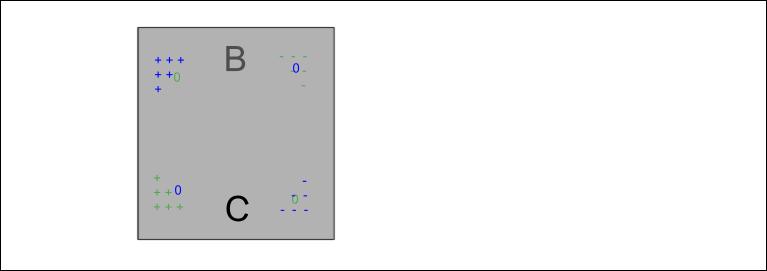
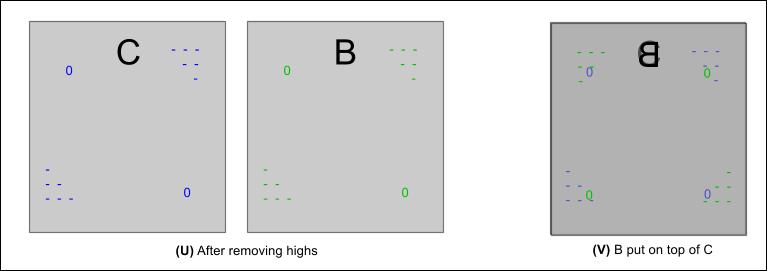
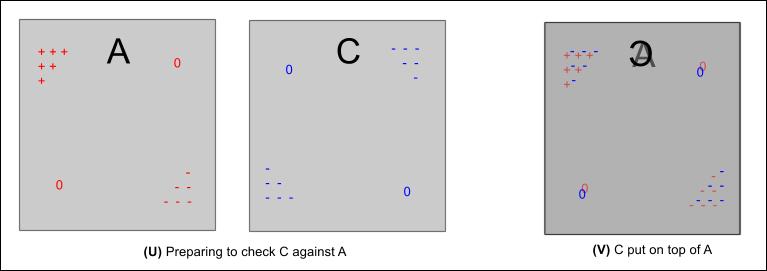
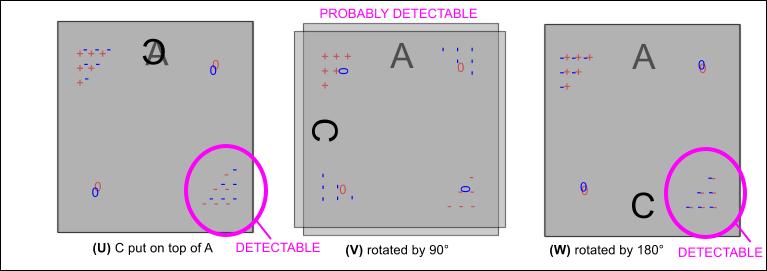
Square or round or rectangular plate makes no difference in the final flatness provided the work is rotated a RANDOM amount. The object of rotation of the plates in successive cuts is to prevent "radial lobing" of the surface. If the plates are rotated exactly 90 degrees, 72 degrees, 60 degrees, or any other angle corresponding to a regular polygon, there is the hazard of radial "lobing" to appear in the surface. In an extreme case the surface would have the shape of the starched ruffled doily your great-grandmother may have crocheted for her dining room table. If a specific regular polygonal angle of rotation is pursued it is very possible to scrape a set of plated that print perfect but are not flat because of the radial ruffling of their surface. Thus this angle of relative rotation should be randomized from cut to cut.
I disagree with the Moore assertion of only square or round plates being capable of generating truly flat surfaces. Square or round plate shapes may be helpful but not essential. I suspect that assertion was a bit of salesmanship via mystification. Think about it. Whitworth, Porter, Naismith, and the other luminaries of precision stimulated by the Industrial Revolution made no particular mention of square and round surface plates Vs rectangular in their writings. Neither has the lore passed down through the generations of gifted workers to us the in the present..
I suggest we allow Wayne Moore a little BS in this one instance given his enormous contribution to mechanical precision in his lifetime.
All is moot in these days of very acceptable granite surface plates (in compliance with the provisions of Fed Spec GGG-P-463b and current revisions) available on the used market and from import seller for low cost. The is no need to scrape three references to generate true flats when a hundred bucks will buy you an 18 x 24 granite plate flat within 0.0001" in any square foot and 0.0002" in the whole surface (YMMV depending on grade.).

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks




 Reply With Quote
Reply With Quote






Bookmarks