

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


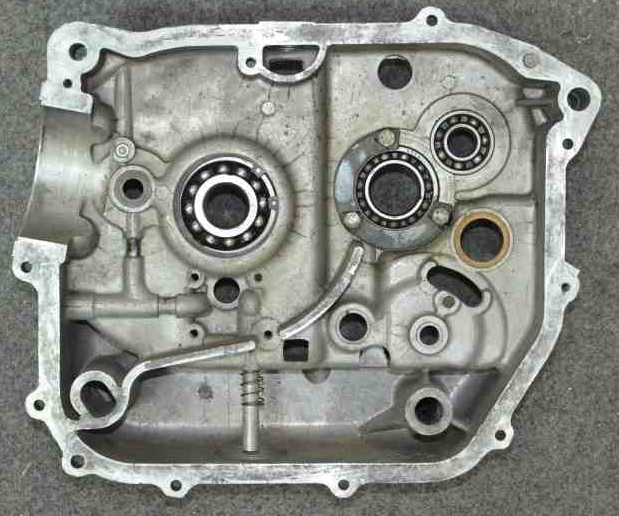
This is just a quickie post. This afternoon I needed to measure the height of some holes off a surface plate. The usual measuring jaw/scriber has a flat bottom and is about 6 mm wide. This is fine for measuring flat surfaces but is not suitable for narrow vertical slots or holes.
I decided to stop my work and make a replacement measuring probe which I am sure will pay me many times over in time saved down the road.
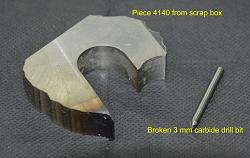
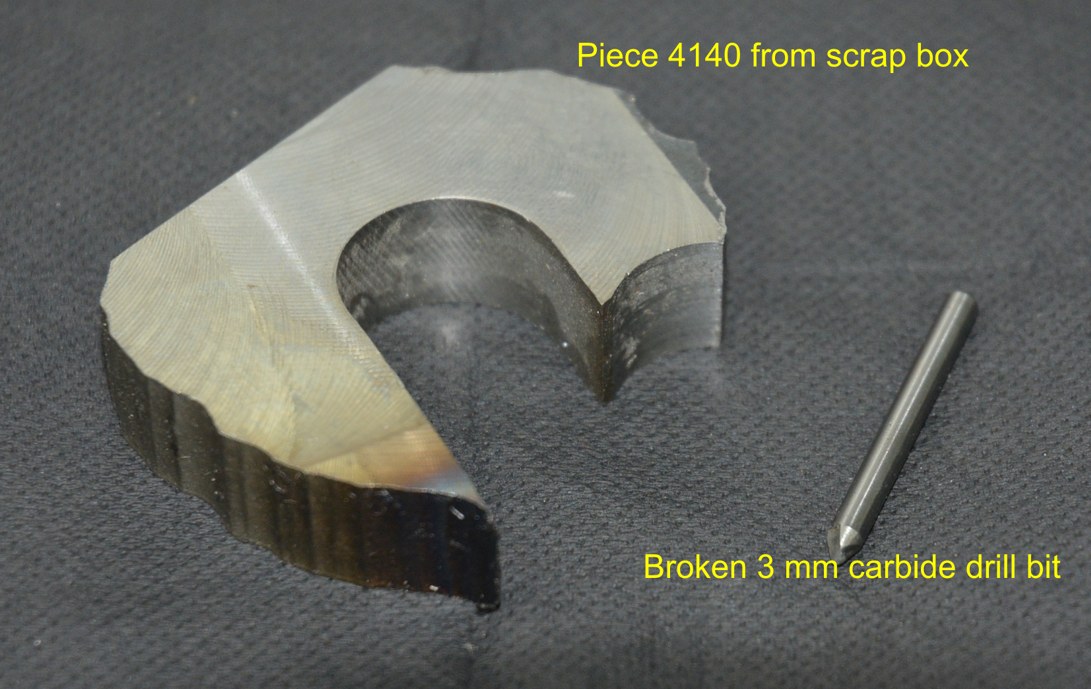
My scrap box offered up a piece of 4140 which was hiding the piece that I needed, a broken 3 mm carbide drill bit completed the BOM.
Click on thumbnails for full size images.
On the left are the materials and on the right we see the piece hiding in the block (never throw out even the most useless looking scrap).

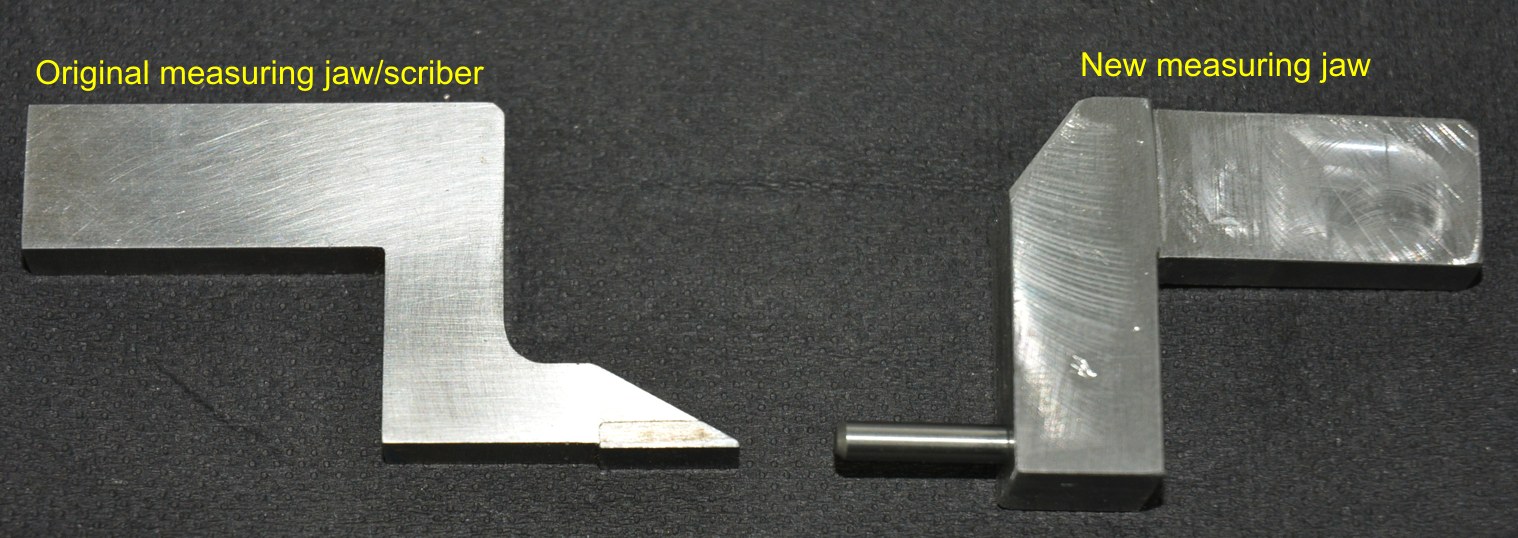
Here is the result of half an hour's marking and milling compared with the original scriber.
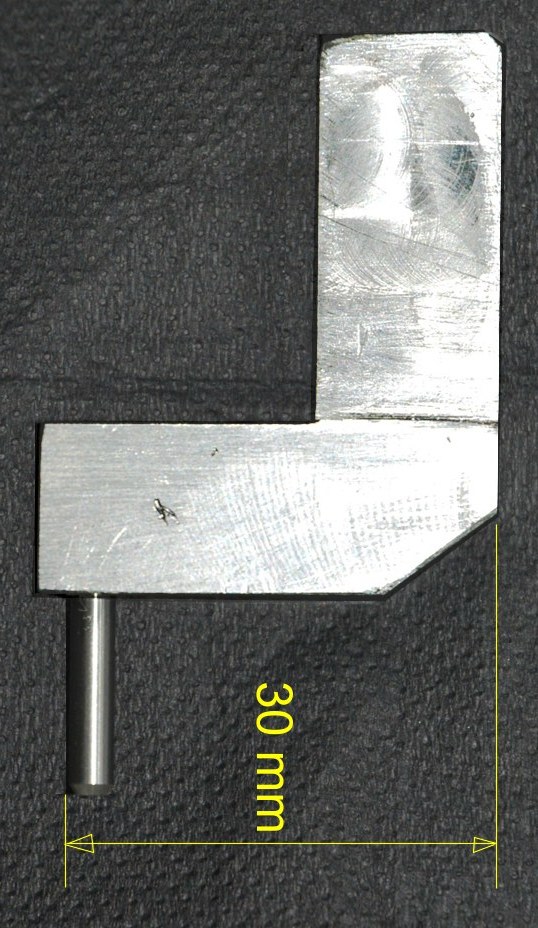
I wanted to position the bottom of the probe/stylus (I don't know what else to call it) such that it was the same distance down from the top reference surface as the original so that I could rely on the stock measuring scale. The original was 30 mm from the top surface to the underside of the scriber. To ensure this I initially drilled the hole centre, for the carbide drill bit, at 28.75 mm (30.25 - 1.5 = 28.75 mm. 1.5 is the stylus radius) down from the top surface. 30.25 mm instead of the final 30 mm to allow for any inaccuracy in positioning the hole. Then with the stylus pressed home I clamped the whole thing into the height gauge and used it to measure the height of a 10 mm gauge block. The vernier showed it to be 10.24 mm. I then milled another 0.24 mm off the top surface and retested. It was spot on as far as the vernier resolution could measure.
Ready to go.

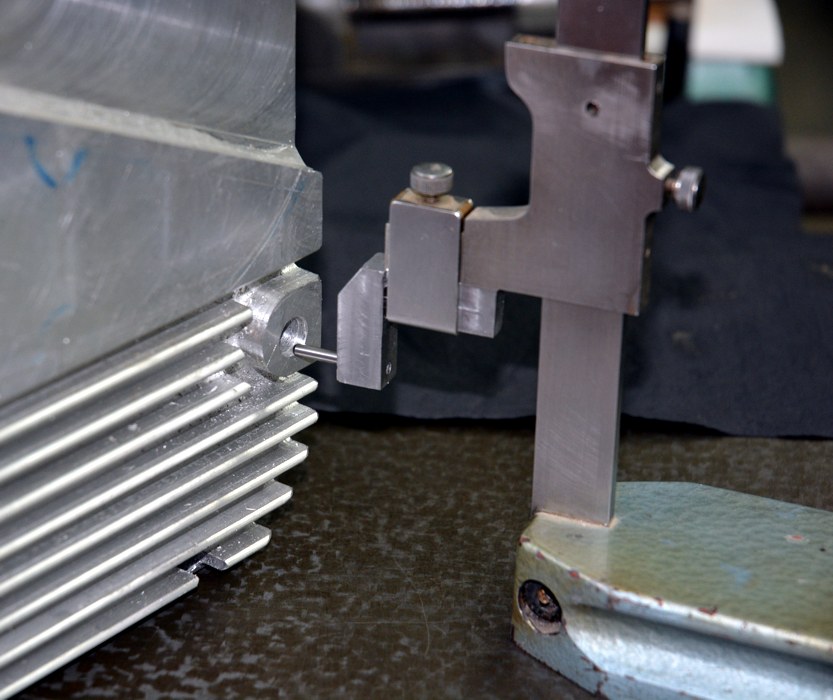
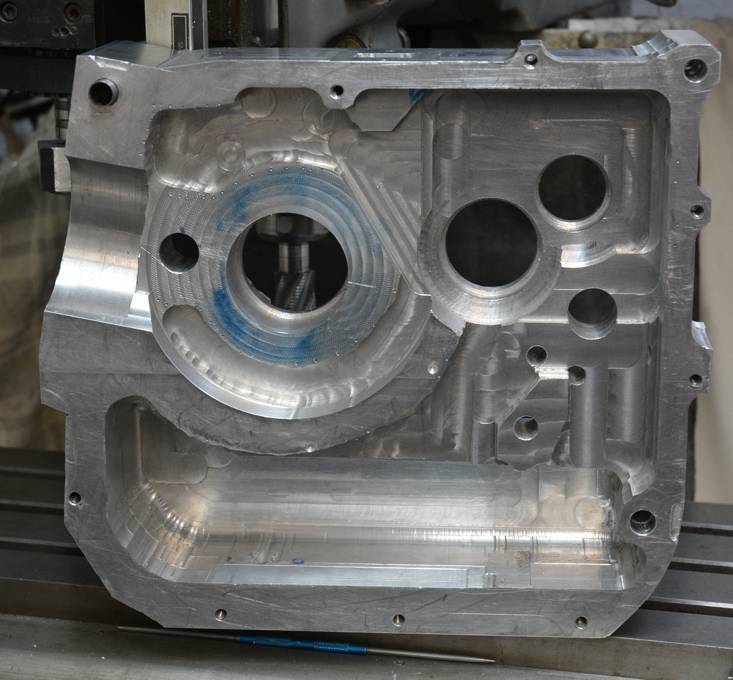
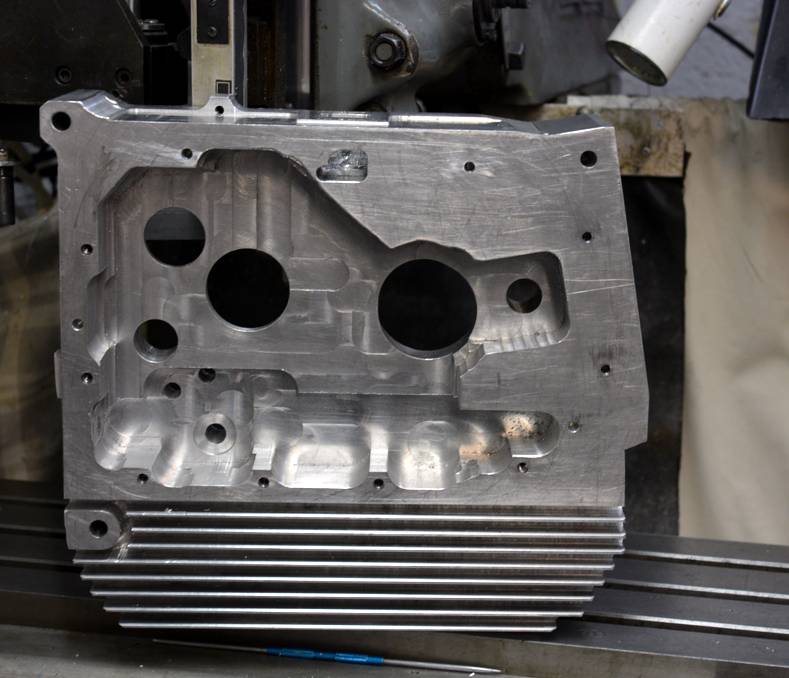
Showing a typical application which the stock measuring jaw/scriber has trouble with. The new stylus has some material underneath it which prevents the stylus reading down to zero, the minimum is 3.5 mm but that is unlikely to be a problem for its intended and expected use.
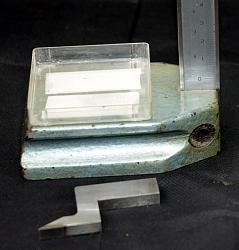
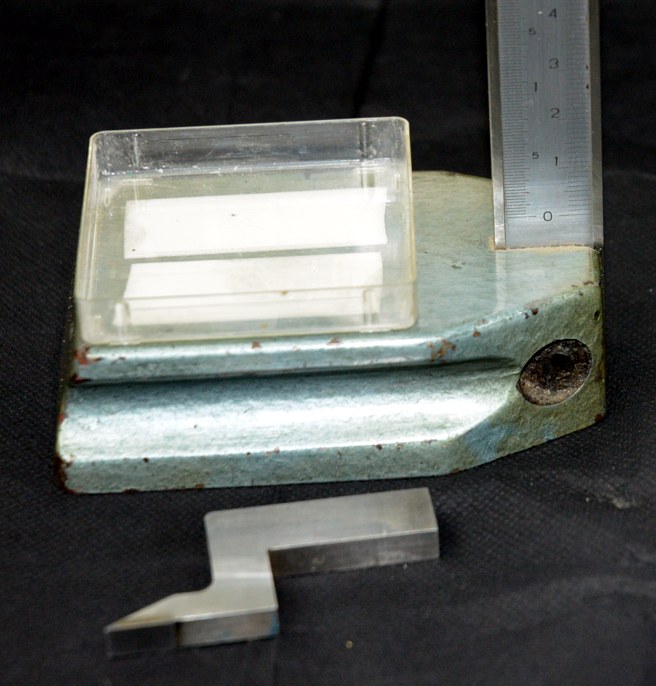
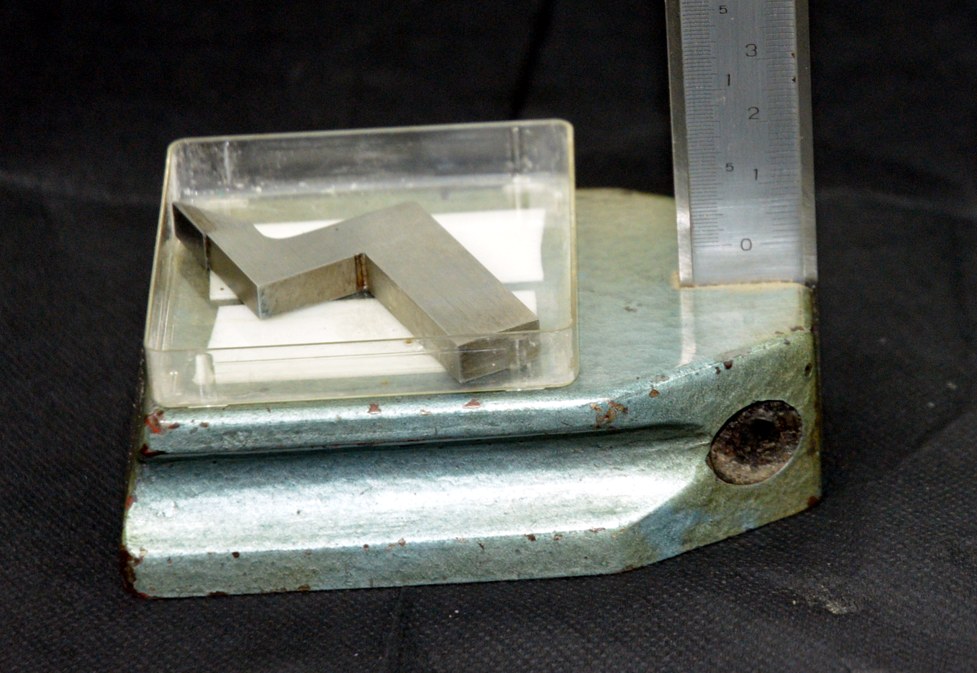
Final touch. I used double sided sticky tape to fix a plastic box to the height gauge base to store the part not in use. A minor thing to do but of great importance to avoid losing a vital piece.
A simple device, which I now wish that I had made decades ago. It wouldn't surprise me if similar probes are available commercially and/or home built by others, but I have not looked. I needed it there and then and making it was quicker than searching the net, ordering one and waiting for delivery.





 Reply With Quote
Reply With Quote



















Bookmarks