 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksI am looking to build a sheet metal brake that is capable of bending .125 aluminum sheets at least six foot long if not longer. Anybody have an idea of the best design for that purpose.



I am looking to build a sheet metal brake that is capable of bending .125 aluminum sheets at least six foot long if not longer. Anybody have an idea of the best design for that purpose.




There really is no best design a lot depends on what you are wanting to accomplish.
A simple clamp and fold will make single and reversing bends by turning the work piece over.A finger break can make a wider arrangement of bends by gaping the fingers shallow boxes up to the depth of the fingers plus regular folding.
A closed end frame punch and die machine can do an even wider variety of bends and thickness by changing out the punch and or the "V" size of the die
the most massive build would be an open ended "C" frame type press break, the taller and deeper the throat opening of the end pieces the thicker and heavier they must be These machines are usually mechanically operate with gears and heavy screws or hydraulically driven. Additionally press breaks can have an infinite number of punch and die arrangements and designs.
Of all of these I lean towards a finger style folding break with open end pieces having a moderate throat depth. These would allow for forming longer parts than the actual break was designed for by making multiple shallow breaks moving the parts left or right until the desired bend angle was accomplished also very odd shaped parts can be made. They are more complex than a simple fold break but much less massive than a press break

Never try to tell me it can't be done
When I have to paint I use KBS products

Yes I should have been more specific. I am more interested in either a simple fold break or possibly a finger break.

How deep a bend? I built a roller based brake that might be super sized for your use but I think that bandit 1/8 in aluminum would be difficult if it has any alloy in it. As with most request like this, we don't have enough information to really recommend a solution. At that thickness and assuming that it is a ridged structure I would look at welding it unless you will be doing a whole bunch of them.
I suppose that you could build a power or manual hydraulic open end "O" punch that you could walk the metal through to get the length that you need.
Good luck
Lowell
What I have found that works very well with alloy sheets is to use a punch or finger with a blunt or bull nose end having a radius of 3x the thickness of the sheet. Also normalizing the bend area with heat before bending. Aluminum stresses very easilyOriginally Posted by Eagle_view

Never try to tell me it can't be done
When I have to paint I use KBS products
 magazine & Projects in Metal for ideas on how to build your bend .125 thick aluminum. I think the other posts are your best answers, but check out the magazines anyways. "Pin It")
Checkout Homeshop Machinist (Machinist's Workshop) magazine & Projects in Metal for ideas on how to build your bend .125 thick aluminum. I think the other posts are your best answers, but check out the magazines anyways.
these charts will give you the recommended minimum bend radius
Minimum Recommended Bend Radius Chart from American Machine Tools Company

Never try to tell me it can't be done
When I have to paint I use KBS products
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote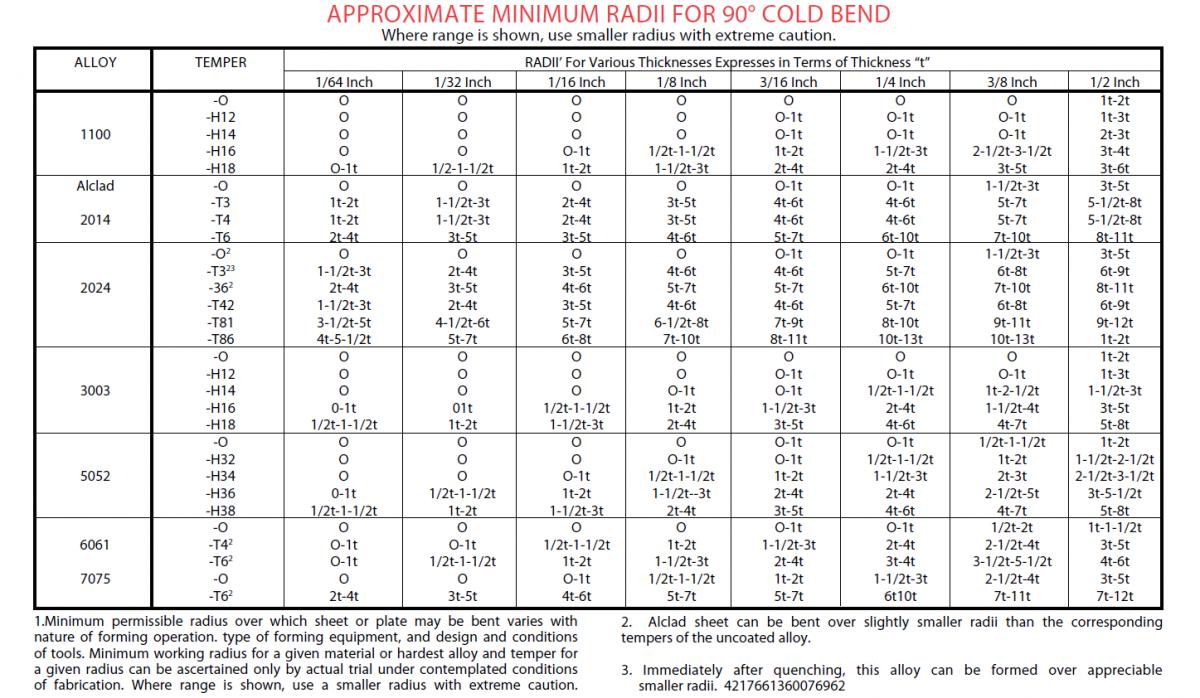
Bookmarks