
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Thanks for advices!
here in my area the best advice given in metal shop is : use a pen
I want to use this prussian blue for layout, i thinked to use as witness line, but it's hard. i create a simple steel template with 6\10, but the finishing after tool isn't good, and maybe it's not necessary to copy so close to perfection the line. I used angled turret, and then files by hand, searching to copy the profile. Not a good job, not simple and very long... if you have some better ideas i have to do another one of this ...
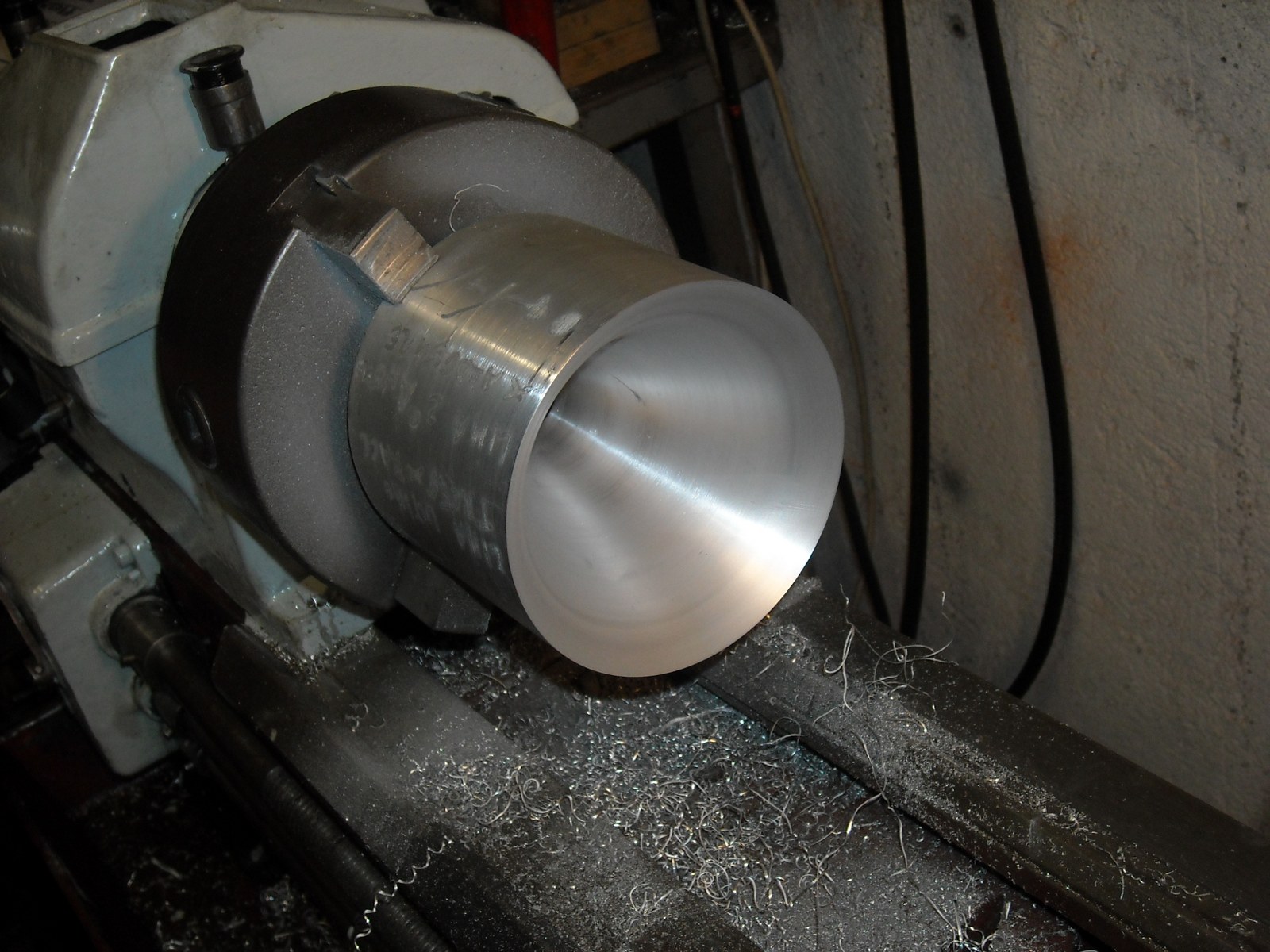
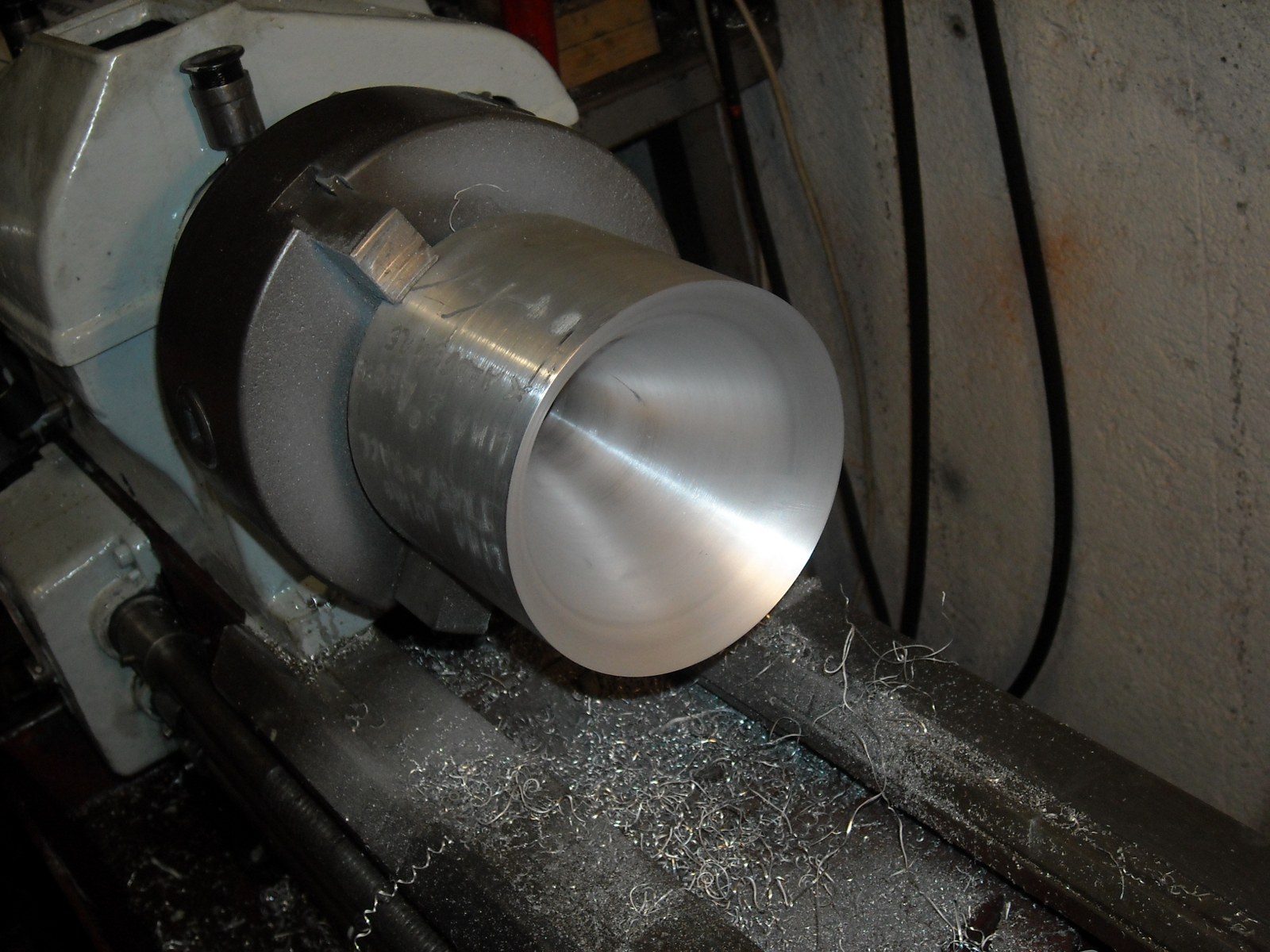
I tired the boring bar... not to excellent, the perpendicular insert cut better, but there is something wrong in angles. with long arm (12cm) it vibrates like a dildo of sasha grey, very poor finishing, but good for cutting lot of alu. with short arm (6cm) no great vibrations, better cut, poor finishing. i tried to cut 2mm each time at dia, maybe too much.
Strange thing, i used a Seco boring with triangular insert (Tomorrow i'll take a pic), got some problem with finishing with angled turret, maybe something to setup (gib?).
I got another little problem, protractor engraved under turret is semi-erased as you can see, some good and easy way for engraving a new one? yes, this lathe is pretty old and used.
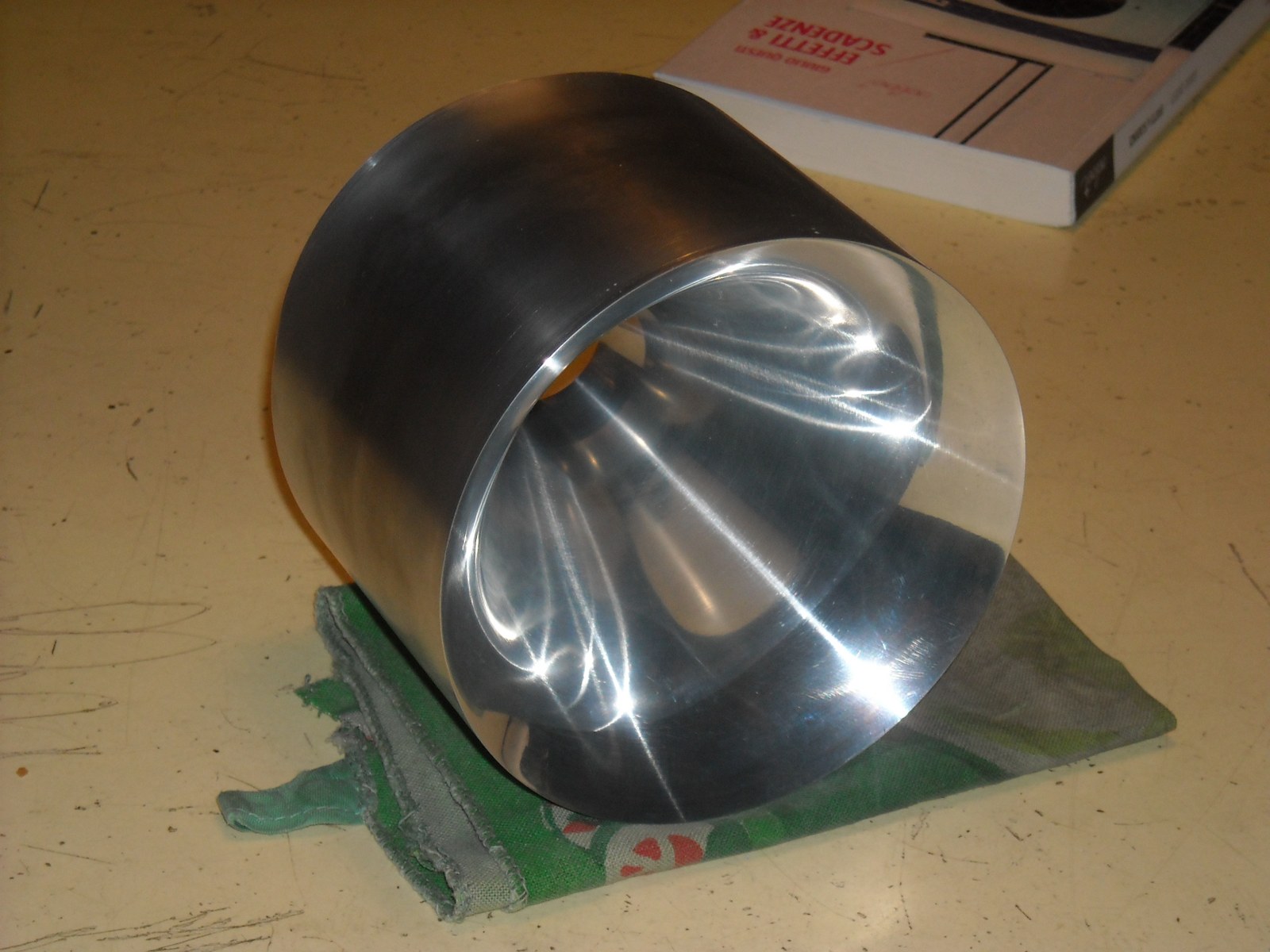
You're right, when i studied for the tweeter horn i read that the final edge should be sharp. i left the first pair of horns with cm more than designed for trying the "round" final edge. if something didn't go well i might change the final edge easily. At listening even with round edge are not bad. now i got microphone , for sure i can make
measures and then try the correct profile.
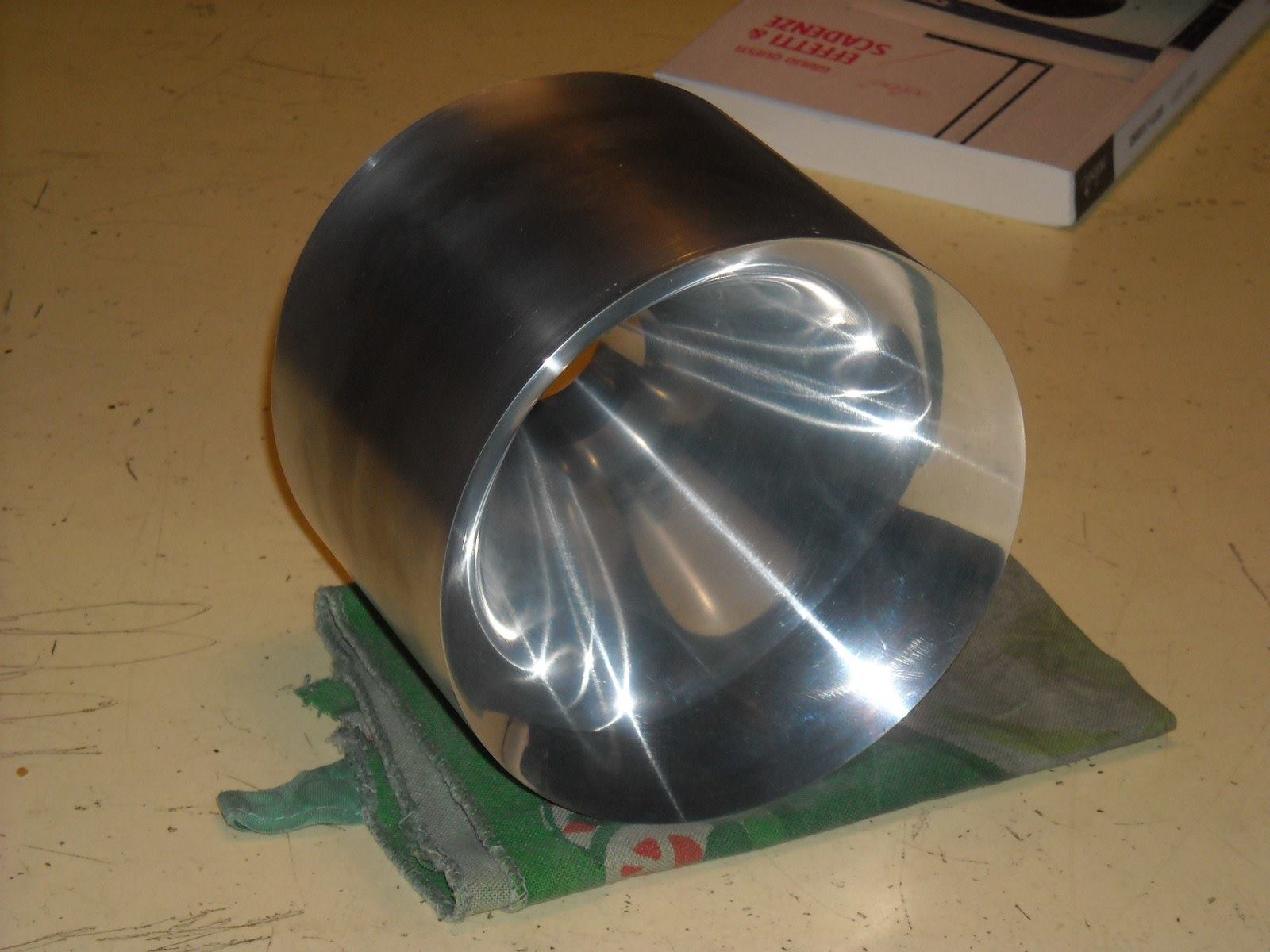
with this new horns i followed different path, i got alu in right diameter for the profile, no more cm to use, i can only cut some thents for finishing, as you can see the exit angle is sharp.
formulas... i think the Excel sheet is good, there is a coefficient from 1 to 8 in calculations that is used for lowering dimension of horn in order to create "bass" horn positionable in the corner of a room. For stand alone, pure horn this coefficient is 1, with this the horn is the bigger possible. curious thing is that if you calculate an horn with 1200 hz or higher is really tiny!












 Reply With Quote
Reply With Quote
 My hit is it's saying that on these "exponential" cones, if the length of the exponential curve (frequency tuning) is reached before the radius to the 90º curve starts the formulas don't work and you are on your own. So I think it's saying that the 90º must be included in the overall calculated length to work for mids and tweeters¿
My hit is it's saying that on these "exponential" cones, if the length of the exponential curve (frequency tuning) is reached before the radius to the 90º curve starts the formulas don't work and you are on your own. So I think it's saying that the 90º must be included in the overall calculated length to work for mids and tweeters¿  Great job on the profile, amazing you pulled it off so cleanly considering the issue with your vibrator! LOL As I indicated earlier I thought the index bit didn't have enough front rake on it so that may have contributed greatly to your finish. The other thing I prefer is to use hi-speed steel on aluminum and a fairly generous radius will give a much better finish. Aluminum can be a bit gummy and the radius makes the contact minimal so chips are easily discarded. A sharp tip angle will give problems if you have run out or slop in gibs or rigidity of the holders, compound or cross slide.
Great job on the profile, amazing you pulled it off so cleanly considering the issue with your vibrator! LOL As I indicated earlier I thought the index bit didn't have enough front rake on it so that may have contributed greatly to your finish. The other thing I prefer is to use hi-speed steel on aluminum and a fairly generous radius will give a much better finish. Aluminum can be a bit gummy and the radius makes the contact minimal so chips are easily discarded. A sharp tip angle will give problems if you have run out or slop in gibs or rigidity of the holders, compound or cross slide.



 But not a great problem, i drew some lines with angles on a used piece of paper, i can replicate the second horn. for now i havn't a template to show you
But not a great problem, i drew some lines with angles on a used piece of paper, i can replicate the second horn. for now i havn't a template to show you 
 still prefer trying and listening
still prefer trying and listening 

















Bookmarks