

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Well I've got to start somewhere, I've been lurking around here long enough.
Here is my approximate involute gear cutter, turned down from some un-known steel from the calculations from this siteInvolute Gears
It was then pack hardened for 2 Hrs. at 1800* F And the teeth honed on a diamond lap.
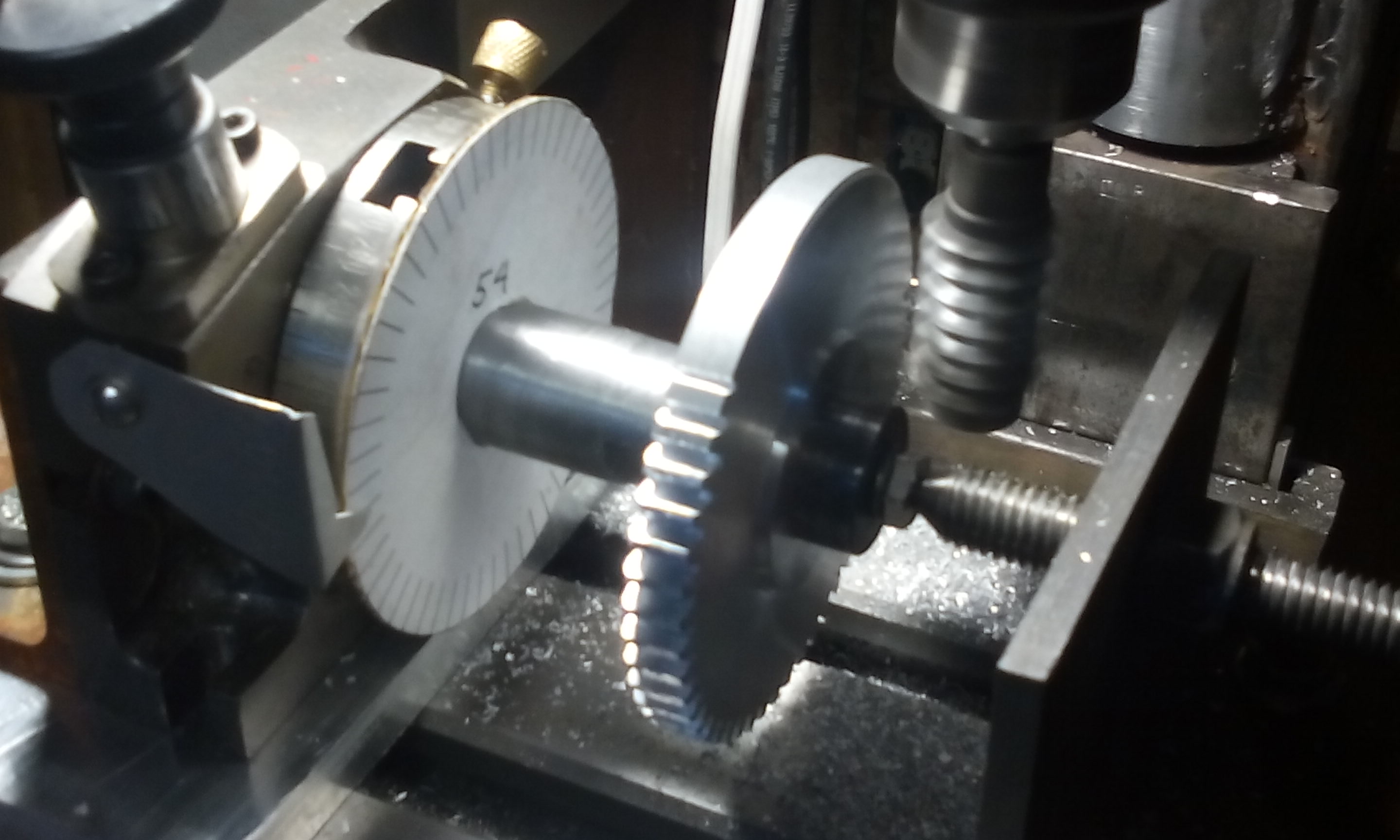
Set up in my homemade knee mill (Witch will be another post as soon as I get a few more pics.)
And the final gear.
Although I believe I forgot to add the extra for whole depth plus clearance it does run on the lathe, but a little noisier than the other change gears.
Al





 Reply With Quote
Reply With Quote










 Thanks ncollar, saves a keystroke for an old ASCII guy. Δ² ∙ Ωⁿ±Ø ≈ ∞
Thanks ncollar, saves a keystroke for an old ASCII guy. Δ² ∙ Ωⁿ±Ø ≈ ∞

Bookmarks