
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


A lot of work has been done on mills without a DRO but they sure are useful and they save much time and help reduce errors. My mill came fitted with CNC and so I had DRO built in. I would say that only 5 to 10% of my work is done with CNC but 99% is done with the DRO.Originally Posted by Rikk

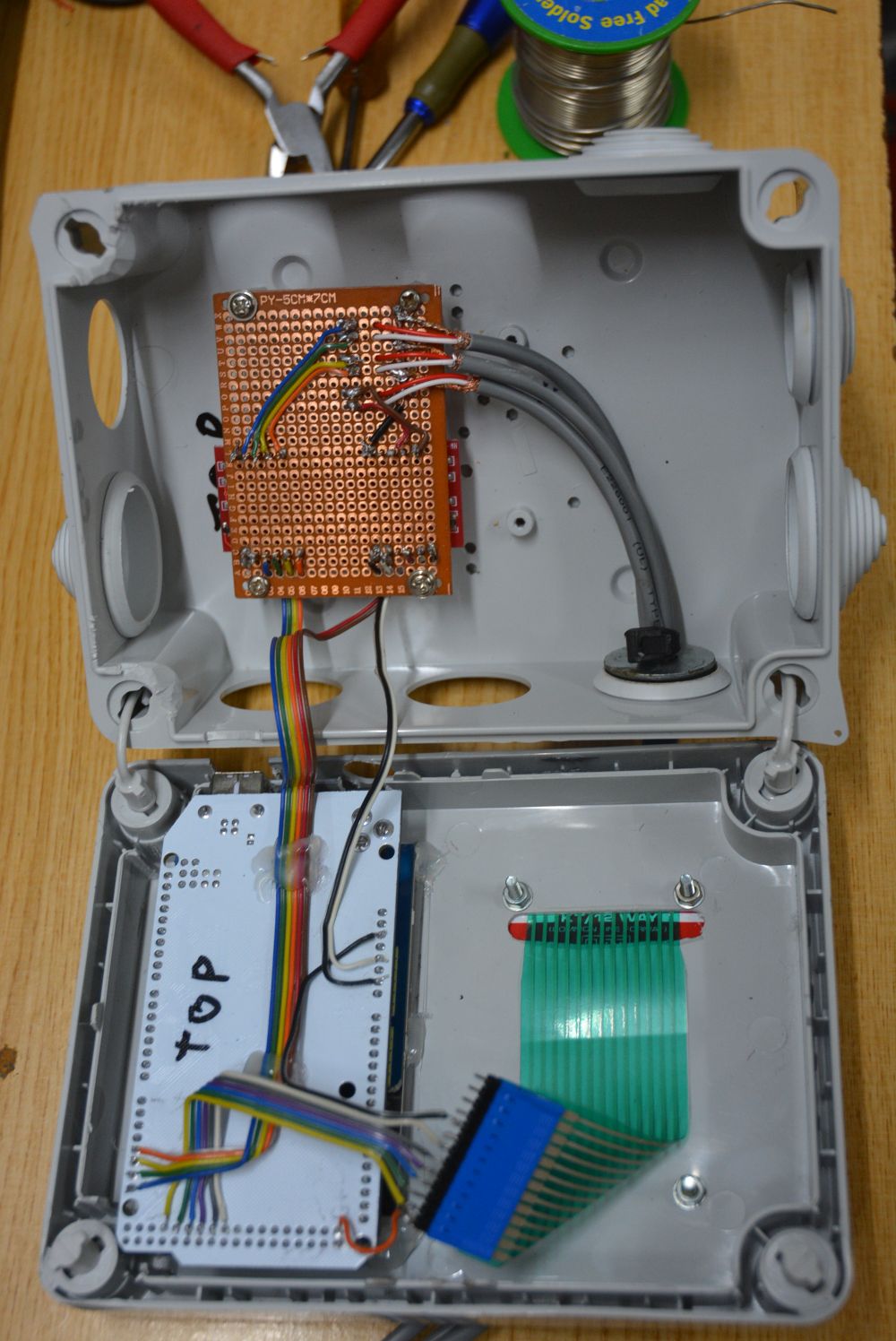
I always felt guilty booting up a computer and CNC stuff just to read a DRO so a couple of weeks back I made an Arduino based readout which sits piggy back on the glass slides' signals. Now I only have to switch on an Arduino thingy to have a full 3 axis DRO with some calculation options which the CNC controller doesn't have. Here are some pix.


Click images for full size.





 Reply With Quote
Reply With Quote





Bookmarks