

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I had at some point made raising blocks for my SB for a one off job but had not used them for years so I found another use for them.
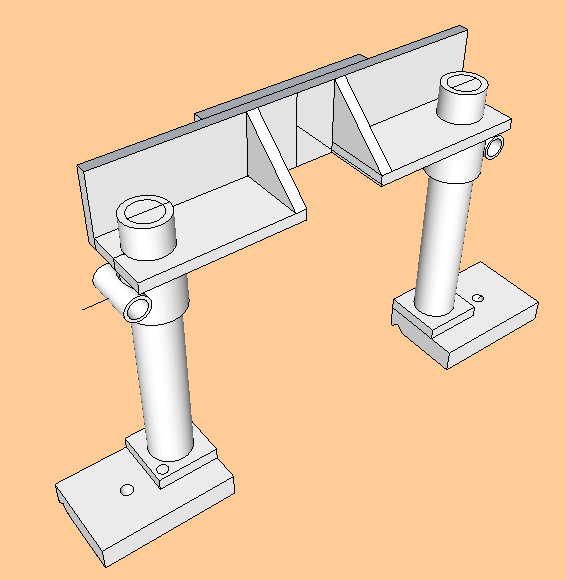
They formed the basis for a rigid milling attachment together with some thick walled tubing, some ½ inch steel plate and a surplus topslide with 2 ½ inch travel for use with my light milling spindle.
All parts were made on the lathe paying great attention to squareness of all milled parts which are pinned and bolted together, any welded parts were machined afterwards to maintain accuracy.
By raising the head on the pillars the range is from zero to 7 inches from the table although limited to the topslide travel for any given setup.
Two ¾ inch brass cotters clamp to the columns and these maintain alignment quite well.
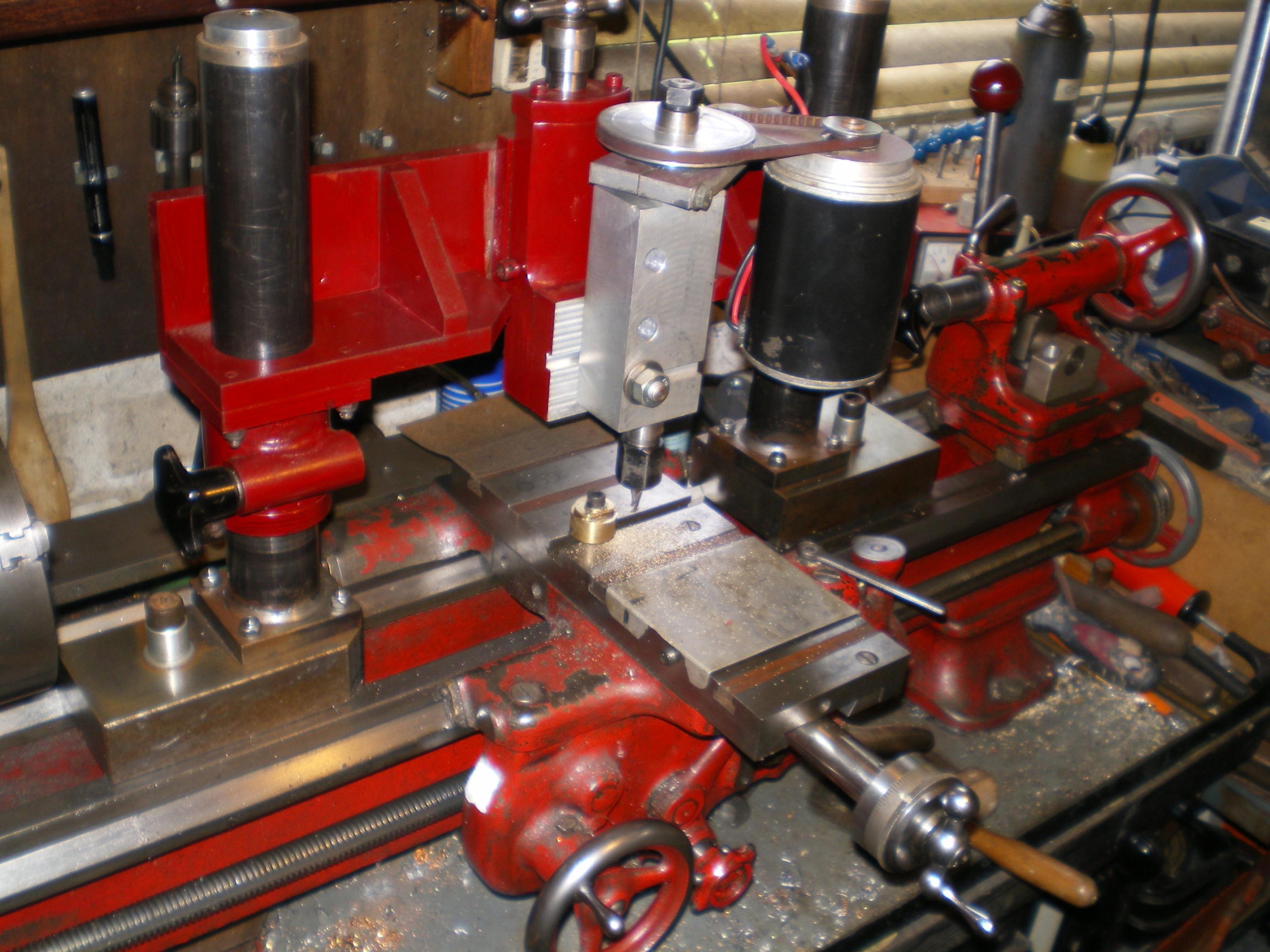
I have found this attachment very useful but being limited to ¼ inch cutters is not fulfilling its potential so a ½ inch capacity 3 speed geared cutter spindle is in the making, this device has helped a lot in making that in accurate hole spacing.
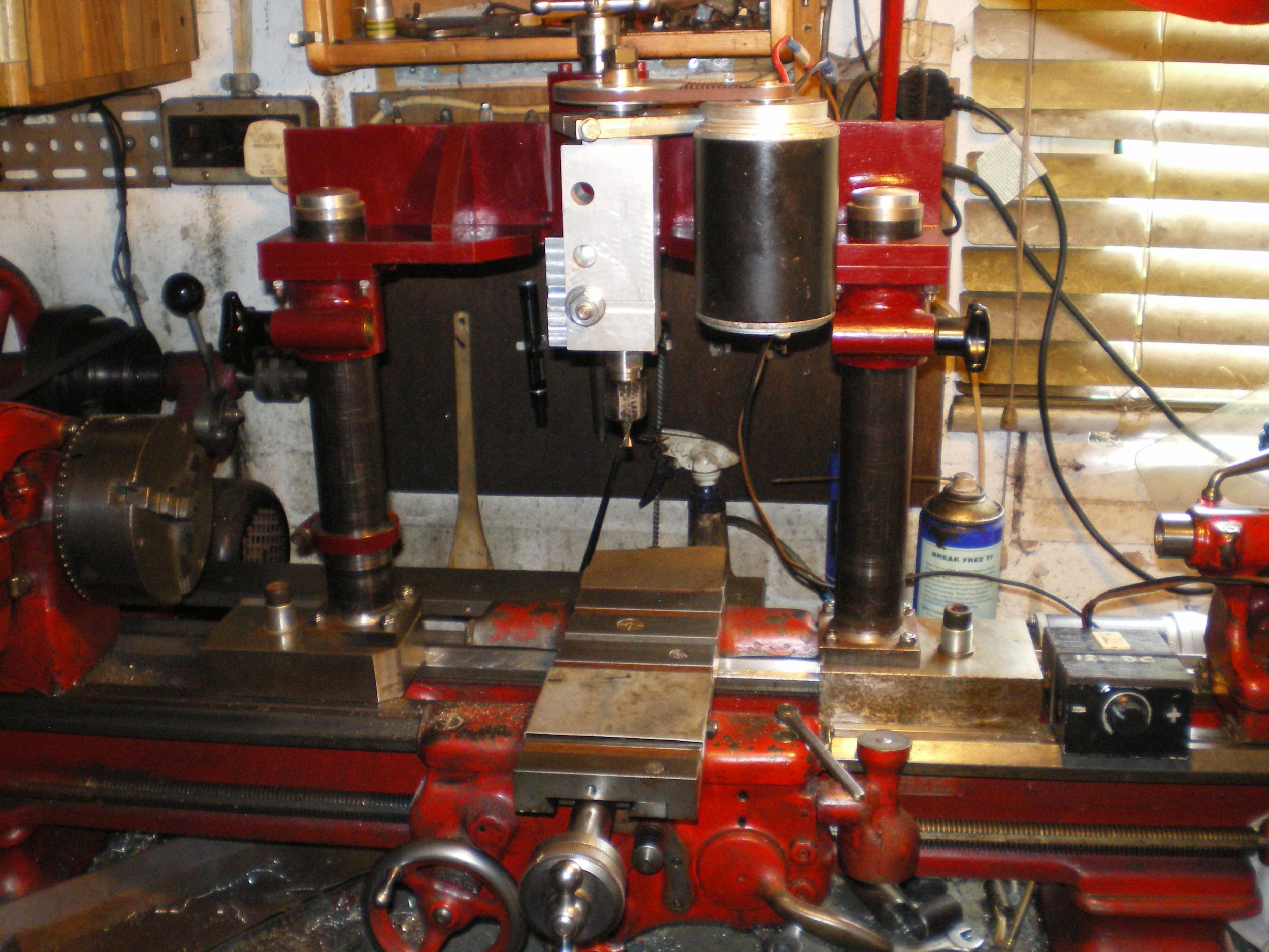
Future mods will be an acme thread raising adjustment to the whole gantry, in the meantime I have a stop clamp which enables me to raise or lower the head by using gauge blocks and also stops it from dropping while adjusting.
The fact that the head will travel the full length of the pillars without binding proves that attention to machining has paid of.
With my extended crosslide I have 8 inches of travel and 6 inches of saddle movement between the pillars.
The whole assembly is mounted by two ½ inch cap screws with clamp plates tailstock style and can be fitted in a few minutes.



 Reply With Quote
Reply With Quote












Bookmarks