
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Hi folks
I've got a toolpost grinder project waiting for me to get a vice for my mill. I also need some specific tooling to perform some of the operations and felt inspired enough to have a go at making one or two of them.
The main body of the grinder will need squaring up but I don't have a fly cutter in my shop yet, so I chose to make the fly cutter first.
I wanted a relatively chunky fly cutter so I grabbed some 1.3/4" mystery alloy steel bar I have (that's as much as I know about it, chips turn a very pretty blue which is my only clue to it being an alloy) and cut a piece off about 82mm in length:
I then chucked it up in the lathe and faced the end, then measured a 30mm section on the faced end for the shaft and turned it down till it was just a shade over my target size of 17mm. I then flipped the part round, gave it skim cut to clean off the rust and faced it.
At this stage I figured I would make it a round head fly cutter as it's my first attempt and there being less milling operations involved.
I then worked out at what angle I wanted the cutting bit to be positioned and cut a taper on the end of part to match my chosen angle.
After the taper was cut, I flipped it round to give the shank it's finishing cut, which I then polished with some oiled 250 grit wet n dry and finally buffed with some fine scotch bright:
My next move was to make the hole for the cutting bit. This I did on the lathe due to lack of a milling vice but had to get creative with the setup to achive the required angle and offset:
Once it was set up and ready, if not a bit sketchy, I chucked up a 10mm carbide slot mill to make a flat for the spot drill:
I then used a smaller drill bit, the size of which was chosen at random, to make a pilot hole and then switched to a freshly ground 10mm drill bit to bring the hole to it's final size:
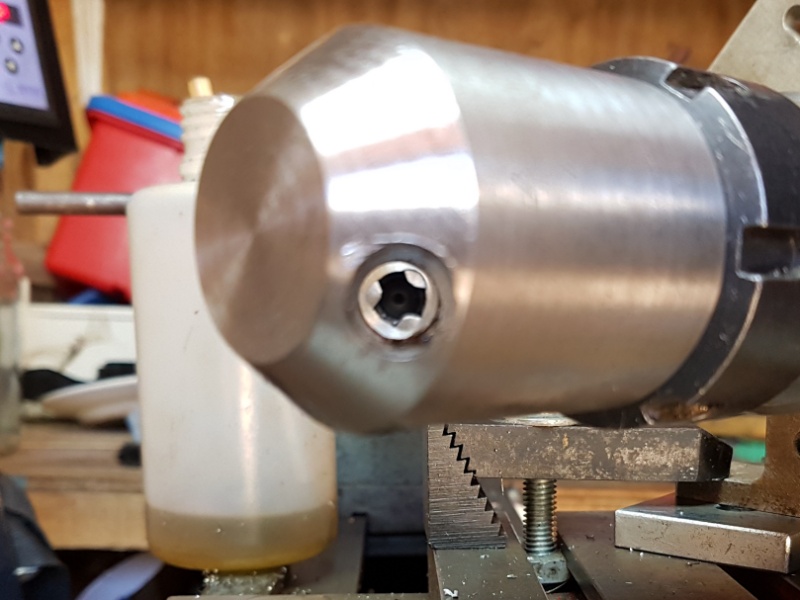
With that job done, I indexed the head 45° and repositioned the setup to 90° in order to drill and tap an M5 hole in the side for a grub screw that will lock the cutter in position. Since the hole was on centre this time, a flat for the spot drill wasn't needed:
I then chucked up an M5 tap and put my lathe in backgear for a bit of power tapping. To get a proper feel of things I feed the carriage by hand and utilise the VFDs forward and reverse function to break the chips as I go.
Once the tap started slipping in the chuck (which they always seem to do), I released it from the jaws, backed the carriage away with the tap still in the work, then indexed the part another 45° so I could finish tapping by hand:
After the hole was tapped, I removed tge piece from the ER chuck and used my cordless and a countersink bit to chamfer the edge and neaten it a little while it was clamped in my bench vice:
After that was done, I put it back in the ER chuck which I put on the lathe spindle to give the rest of it the same polish and shine treatment I did on the shank:
I still need to get some tool steel to make the cutting bit with but all in all I'm quite pleased with how it came out. If it actually works on testing, I'm going to knock out a couple more in different sizes to make a full set













 Reply With Quote
Reply With Quote















Bookmarks