
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


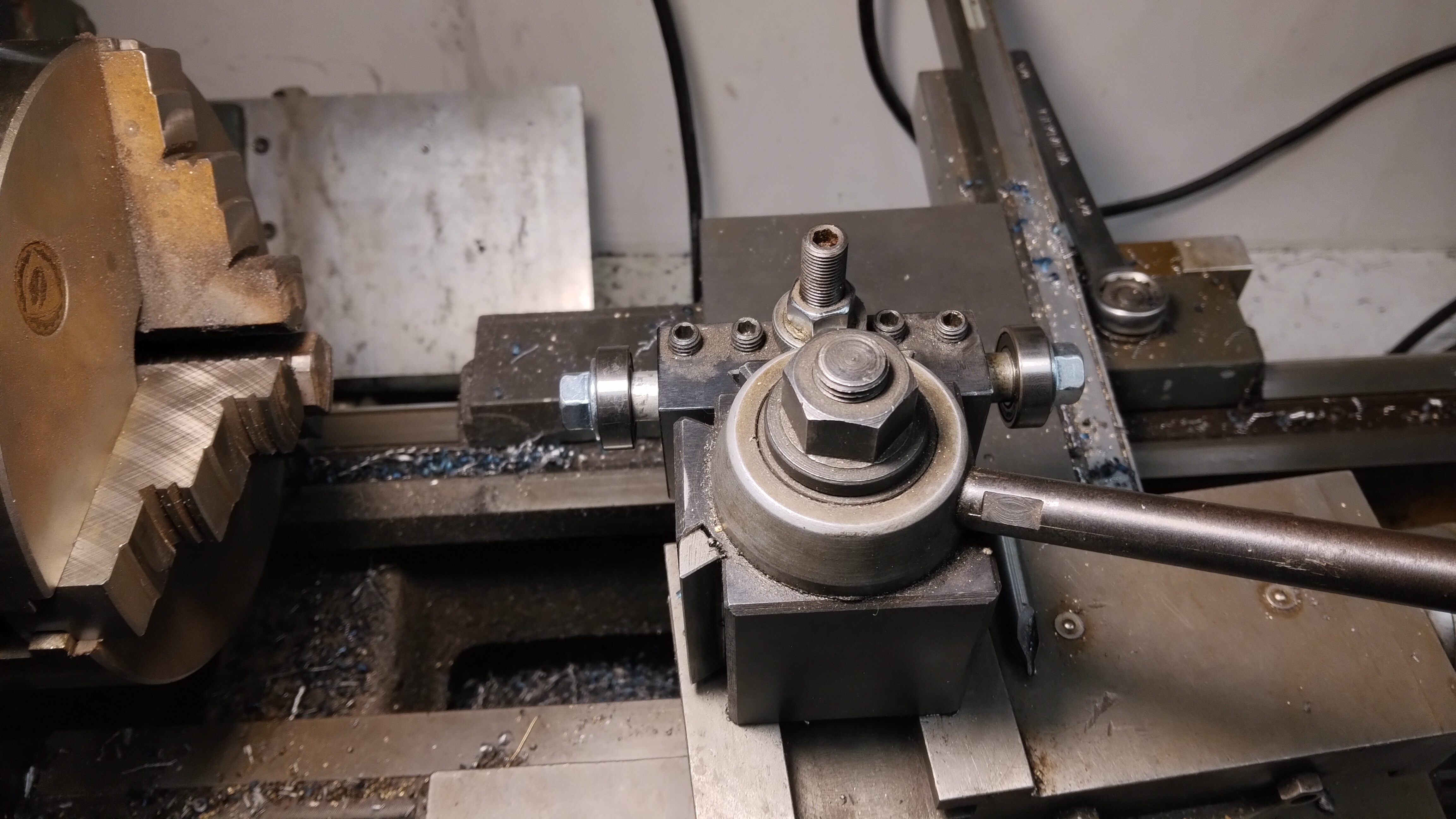
I saw a post last week on this tool. And I was using the one I made several years ago, multiple times last week. I only have the bearing on one end of the tool shank, and had to change between using it on a short cylinder and a thin disk mounted in the 3 jaw chuck. I realized that if I put the bearing on each end of the tool, it makes the job just moving it to the other face of the quick change tool post.
I would have modified the tool, but the square shank was not long enough. I had made them both using dead brazed carbide tool shanks, 1/2", and 1". I thought it a pain to have to loosen the hex set/grub screws to manually flip the bearing orientation.
I did a quick youtube search on this tool, and they all have the bearing mounted on the side of the tool shank used. Some machined out a recess for the bearing. And I see many youtube videos with a bearing on each end. Some used pricey cam follower bearings.
As my bearing was always on the end of the tool, and was just a drilling operation, and tapping the bolt thread into the end of the material. But it did require setting up the square stock in a 4 jaw lathe chuck, I saw no reason to not use round stock, and get rid of the 4 jaw dialing in. And I have lots of round bar.
Note my square shank tools were too short to mount another bearing on, as the QCTP holder is longer then the brazed carbide shank.
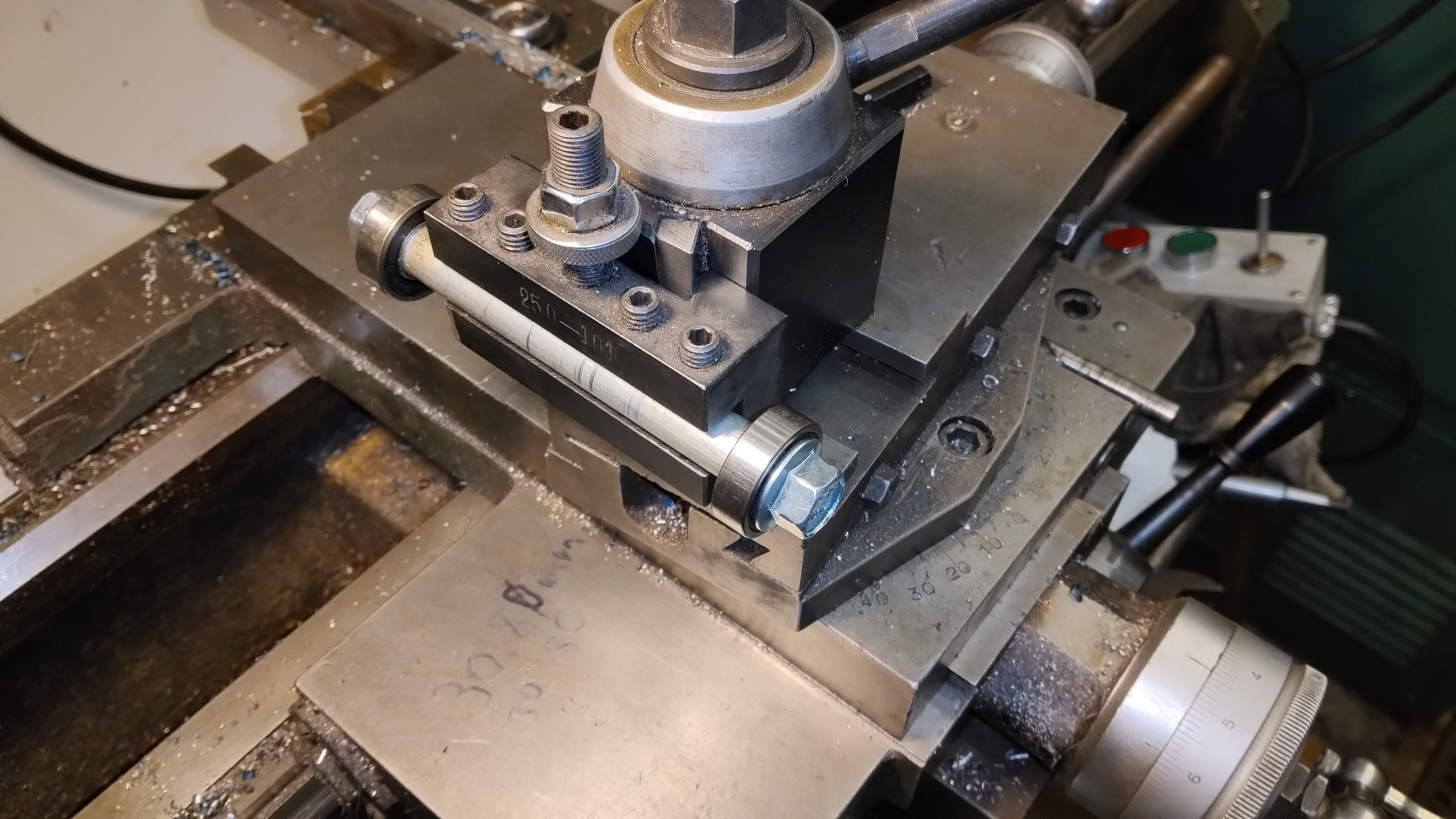
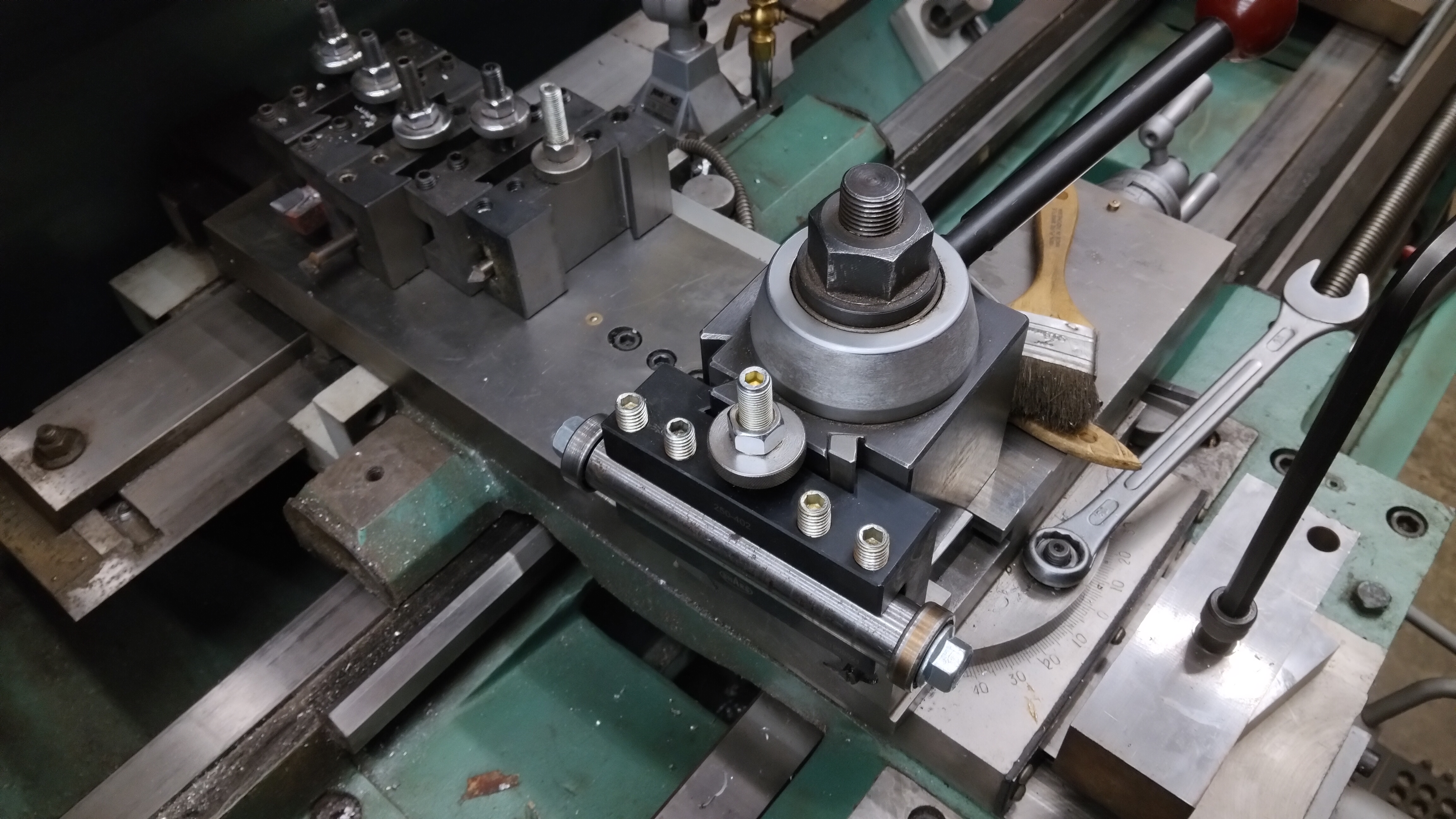
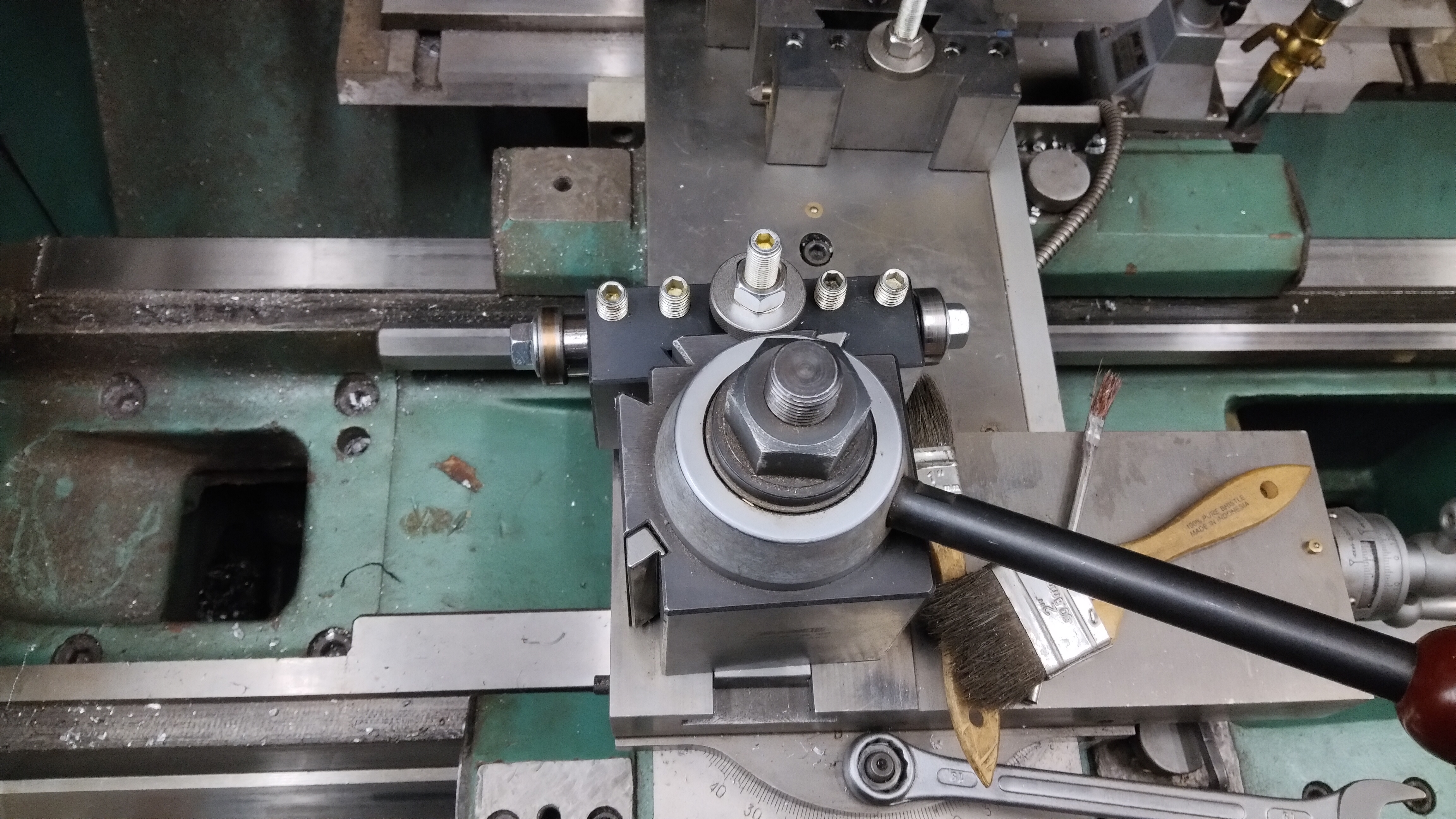
I got round bar from my stock (1/2" and 1") and made one for my 250-101/102 quick change tool holder, and one for my 250-401/402.
I had the ball bearings, 6200 and 6201, having a 10mm and 12mm ID. And I had the metric flange bolts in a large assortment.
I must have salvaged the bearings from stuff, as you can see they are not new. I just checked eBay and they are ~$12 for qty 10 with either the metal shields or rubber seals.



 Reply With Quote
Reply With Quote



Bookmarks