 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksHi all
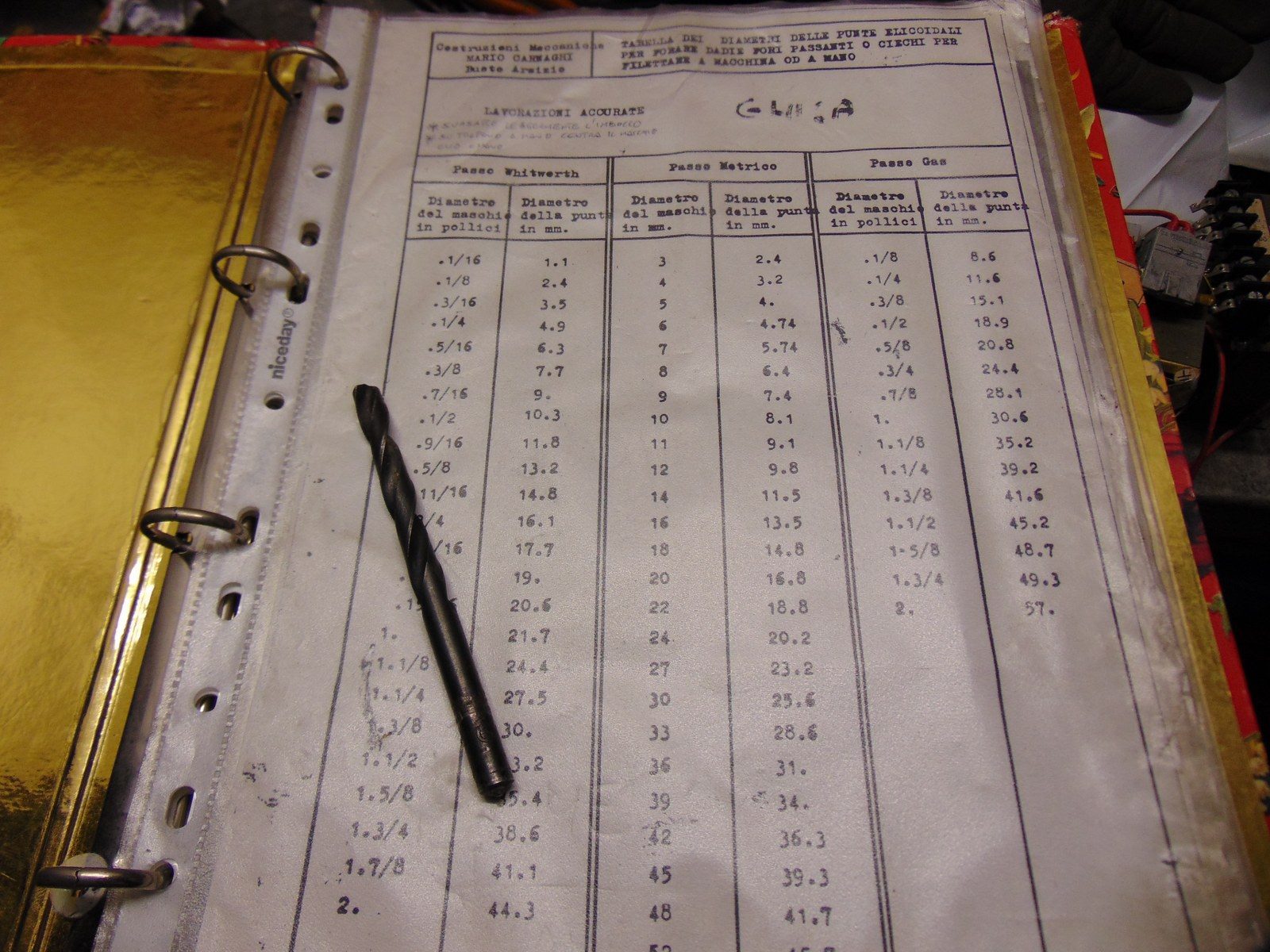
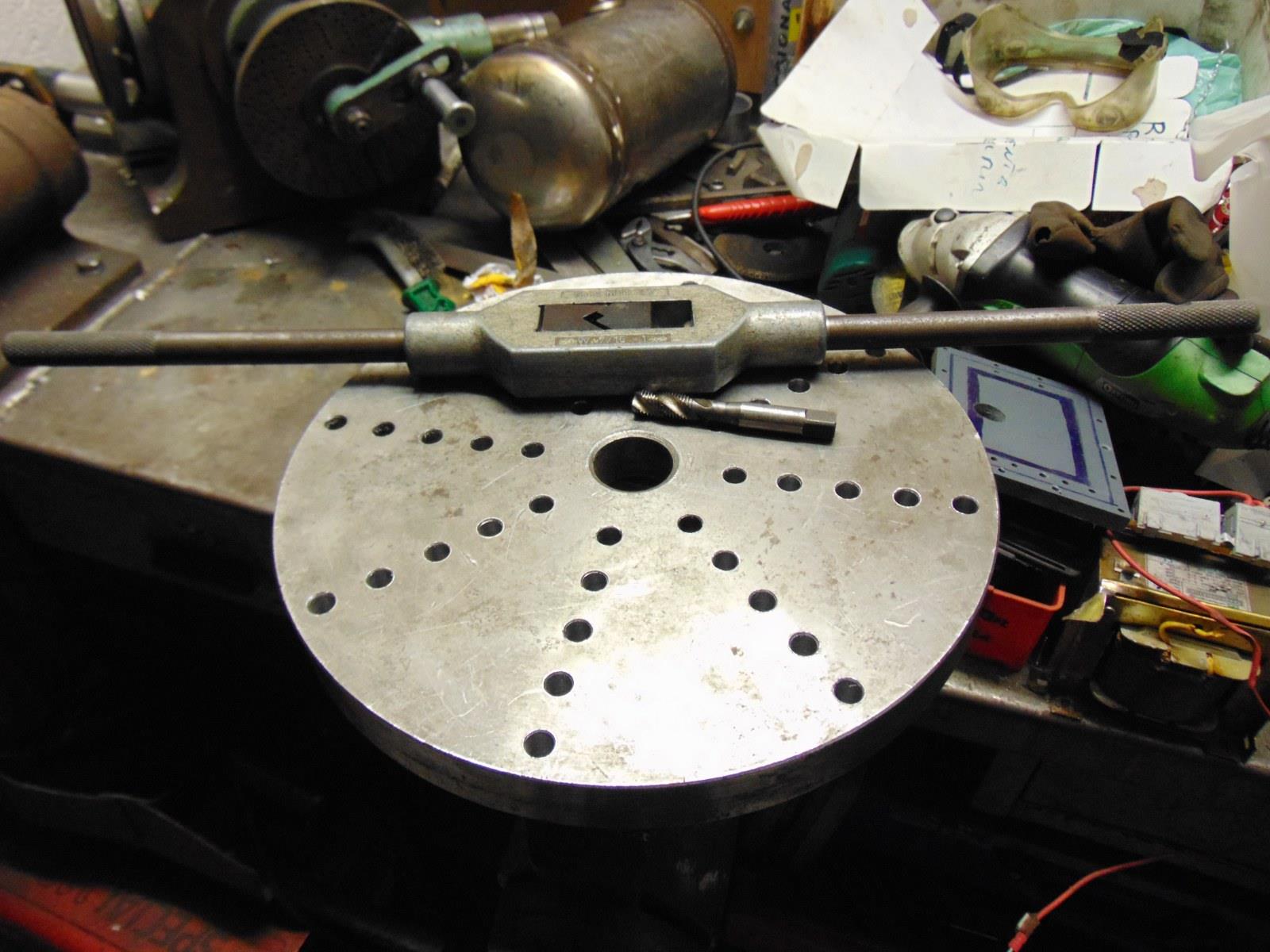
I decided to make a simple faceplate in order to complete some speaker panel I need for test.
It can be useful for large parts or strange shape.
Size is 255mm diameter, 25mm thick steel. I drilled 40 holes, 8,25mm for M10.
















Hi all
I decided to make a simple faceplate in order to complete some speaker panel I need for test.
It can be useful for large parts or strange shape.
Size is 255mm diameter, 25mm thick steel. I drilled 40 holes, 8,25mm for M10.

2wheelcharlie (Oct 30, 2023), davidhoneybadger (Jan 6, 2018), PJs (May 15, 2018), Rangi (May 16, 2018), robbitalia18 (Dec 26, 2023), rossbotics (Jan 8, 2018), Seedtick (Jan 6, 2018), Toolmaker51 (Jan 6, 2018), Tule (Jan 7, 2018)

Thanks rendoman! We've added your Lathe Faceplate to our Lathe Accessories category,
as well as to your builder page: rendoman's Homemade Tools. Your receipt:

New plans added on 12/30/2024: Click here for 2,657 plans for homemade tools.
Paul Jones (Jan 6, 2018), rendoman (Jan 7, 2018)

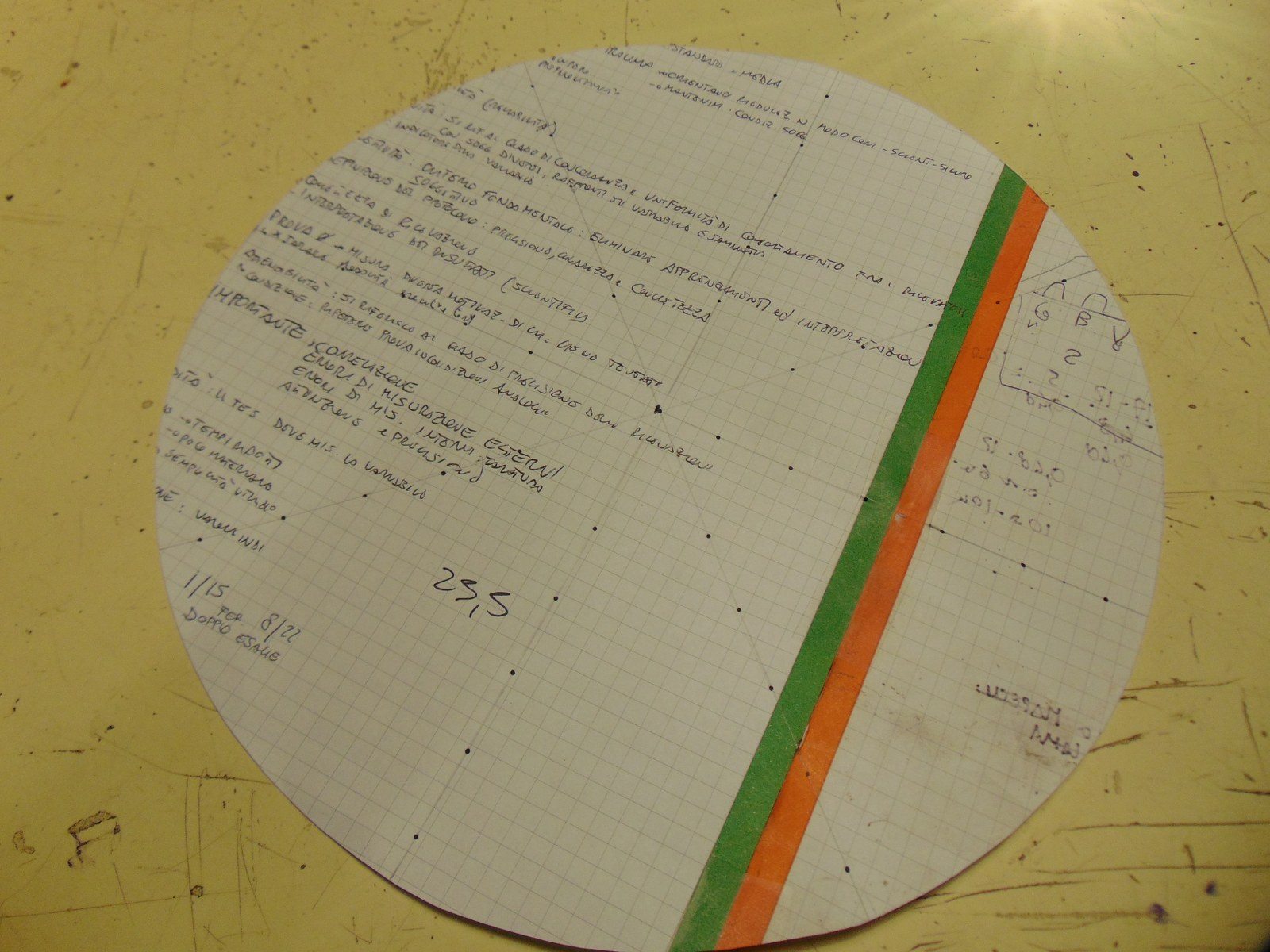
As a complete newbie to virtually all things steel, what is the name of the tool used in the middle picture, 4th row? It appears to be a combination drill bit and thread tapping tool. I usually do these two operations as separate activities, but ....... Who knows what I might learn!
Mike

Same as preceding picture, a HSS [high speed steel], 3 flute, spiral tap. I'm guessing 10 or 12mm. Providing my browser displays same rows and spacing as yours...There is a tool known as a "Drap" which combines the operations, but IMHO they aren't very suitable to common machinery, to run drill proper speed and feed, and then the tap. Also limited to capacity in thread depth or material thickness. Same company makes a "Dreamer" combining Drill+Reamer, with same restrictions on best use.Originally Posted by Troll Hunter

Web search indicates a different opinion; hex drive [ie cordless] at least as small as 6-32! I've been wrong before.
I do not like driving conventional taps in three jaw chucks. Every chuck I own runs like the day I bought them, in stationary or rotating spindles. With some close to 40 years old, they've achieved a good return on investment.
Every place I've worked where that was a common practice, never had chucks without scored jaws. Result of slipping taps, often vicinity of the drive square, and much harder than drill shanks. Then again, many operators haven't been instructed how to operate drill chucks.
Last edited by Toolmaker51; Jan 7, 2018 at 02:58 PM. Reason: spelling and phrasing
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Paul Jones (Jan 7, 2018), rendoman (Jan 7, 2018)
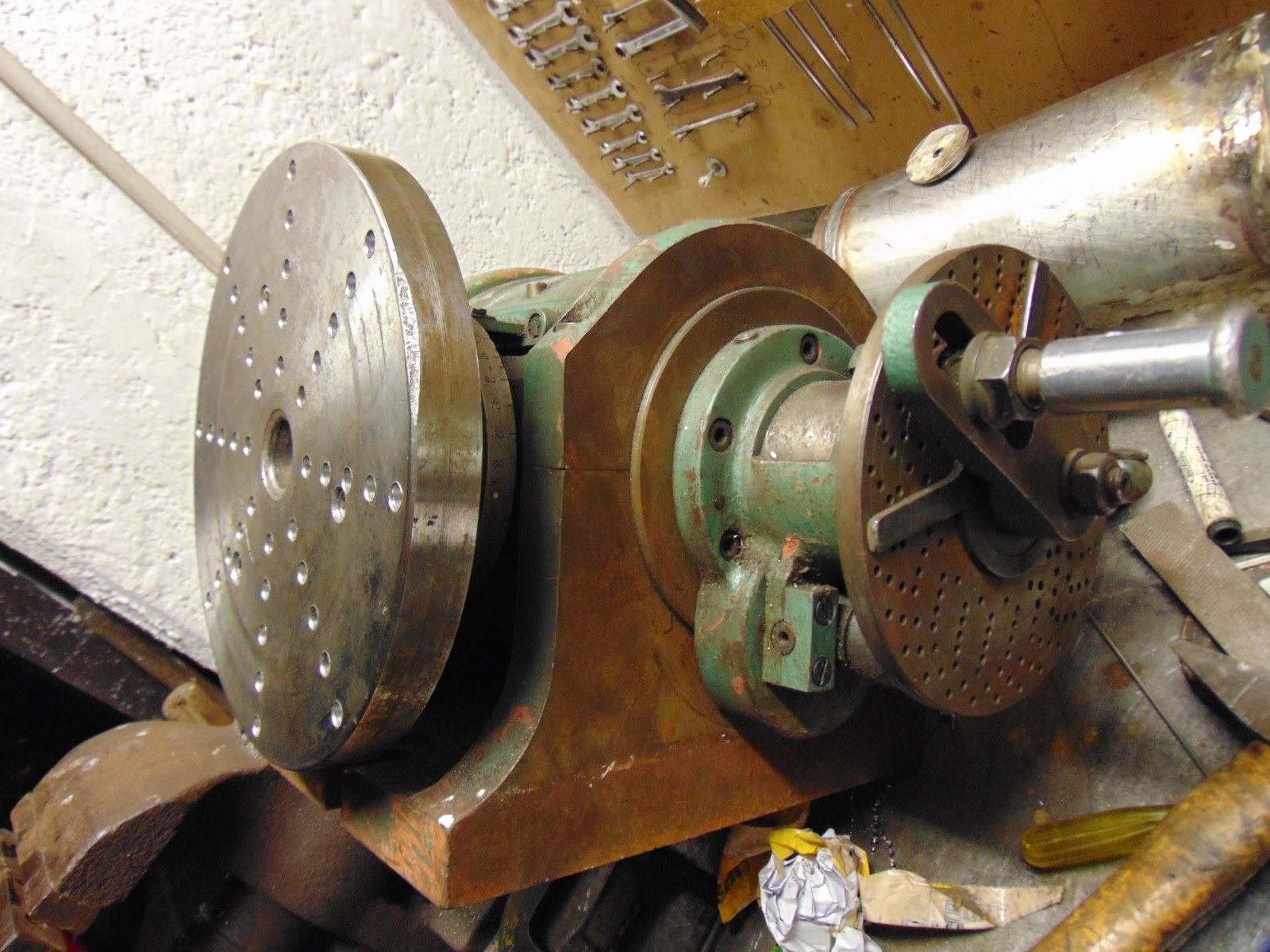
You'll be pleased with how it adds to the indexer too. A whole new world of parts can be affixed.
Lathes are incomplete without faceplates and tapped holes would be my choice over slotting.
Especially when you only have two hands. The avatar proves such is the case!
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
rendoman (Jan 7, 2018)

Many thanks for the explanation, Toolmaker51. I've only used, and seen, straight taps, usually with four flutes. Something else I've learned.
Mike
A couple of pictures of tap detail.
Al Toolmaker said, it's a machine tap, spiral type. Usually they should be used with machine, they do the thread in one passage, as opposed to three stage traditional taps. The tap used is a M10 x 1,25mm,it's not new so it needs a good large grip to make enough force, normal short ratchet tool is not enough.
They are pretty fast and accurate in my opinion, above all in this case with many holes to tap




 just put up a good newb-friendly video about the styles of taps and when to use them https://www.youtube.com/watch?v=HJn9rSzAKEE&t=631s "Pin It")
Adam (Abom79 on youtube) just put up a good newb-friendly video about the styles of taps and when to use them
 and it won't slip in the chuck on heavy or interrupted cuts as it will with the small diameter shaft. Otherwise, pretty much the same. "Pin It")
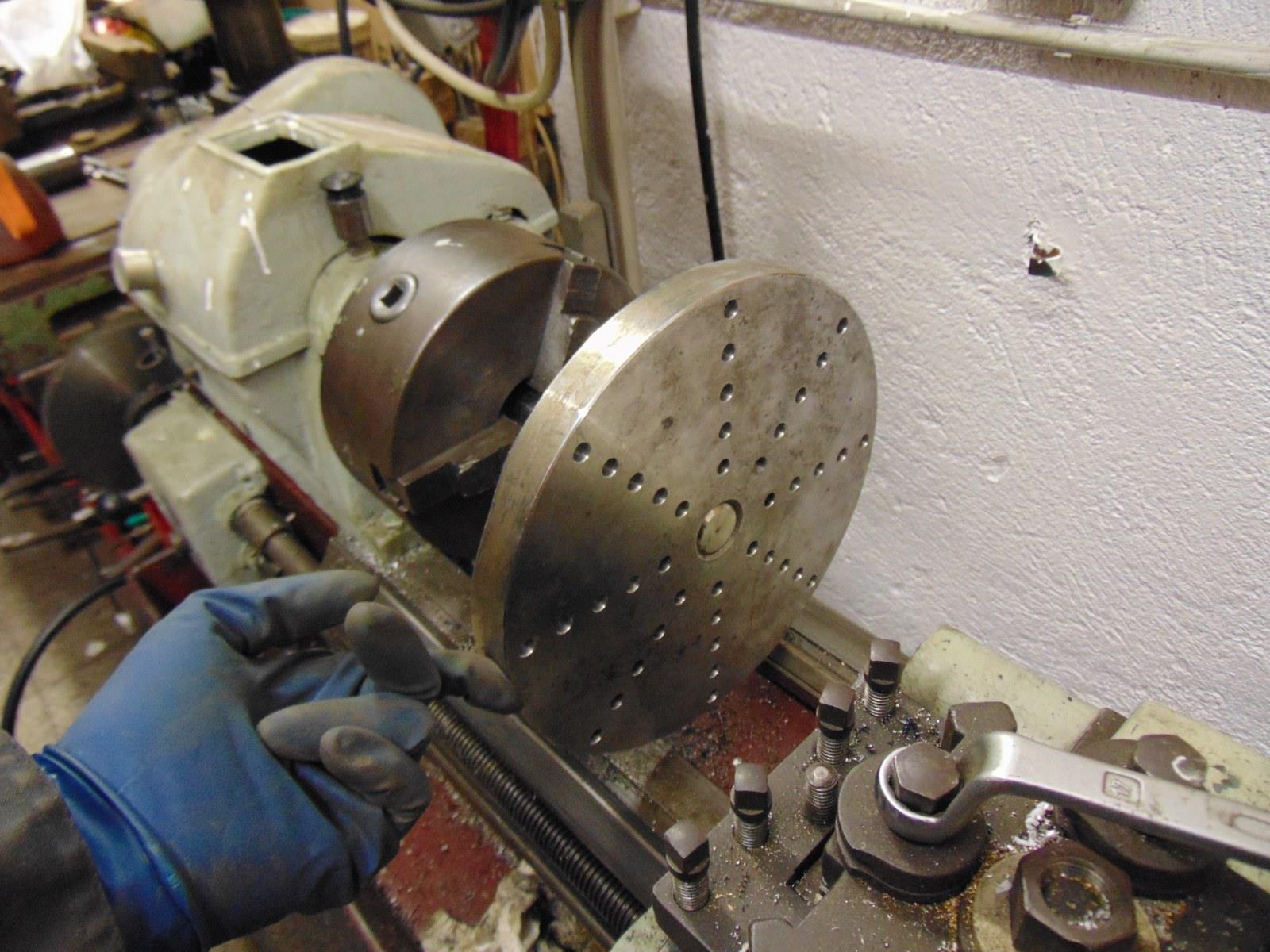
I've done the same and made a 12" faceplate for my 14" lathe with the intent of running it in a 3 or 4 jaw chuck but I made the drive 'spigot' at the back from 4" diameter x 3/4" stock. The larger diameter means it can be welded or dowelled and bolted(as I did) and it won't slip in the chuck on heavy or interrupted cuts as it will with the small diameter shaft. Otherwise, pretty much the same.
You guys have me thinking I want a fixture plate that I can transfer from lathe chuck [or face plate] to indexer or rotab - carrying a mounted part. L98fiero's idea of a large spud makes it practical on a 10hp lathe. Cap screws and doweled in place makes it pretty universal, even clamped to a mill table!
Got to dig my remnant pile.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions













 Reply With Quote
Reply With Quote





Bookmarks