
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


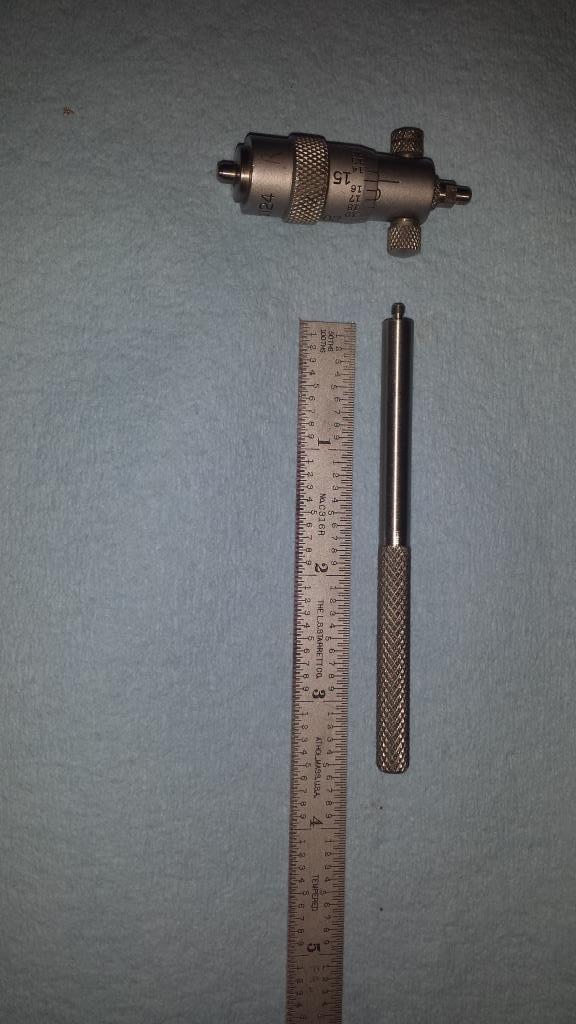
This is an extension handle for a Starrett solid-rod 2” to 12” inside micrometer set. The micrometer sets usually have a place in the case for storing the handle but it is something extra to buy. It is a simple addition to the set and rather than buying the 6 inch long handle, I made my own with a shorter 3.5" handle (shorter is easier to use).
I used 0.25” diameter 303 stainless steel rod to make the handle. The most challenging part of the machining was the 0.110” X 52 TPI thread that fits into the side of the micrometer. As you probably know, Starrett does not use “off-the-shelf” thread sizes for their tools (e.g., see my HMT article for making clamping screws for Starrett V-Blocks at http://www.homemadetools.net/forum/b...8166#post53090 ).
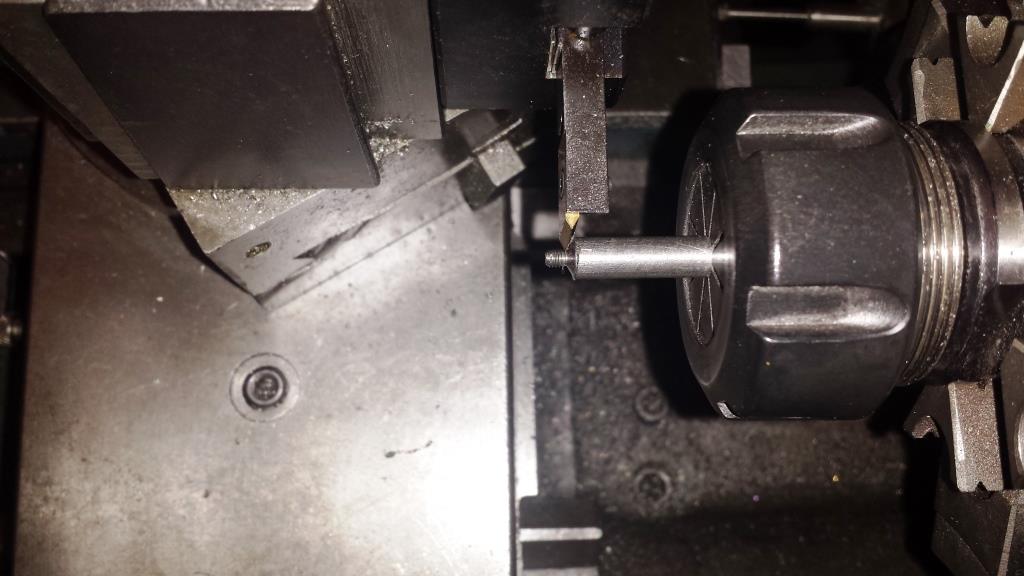
The 0.110” X 52 TPI by 0.107” long thread does not have very much room for cutting threads and stopping the lathe cutting tool at the shoulder. I used the “upside down” threading tool technique that allows machining away from the headstock by running the spindle in reverse (clockwise) direction and leaving the lead screw in the towards the headstock direction but now the lathe carriage is moving away from the spindle as the spindle runs in reverse. This allows plenty of time to stop the cutting and return to the shoulder of the part for the next cut using a conventional single point threading method.
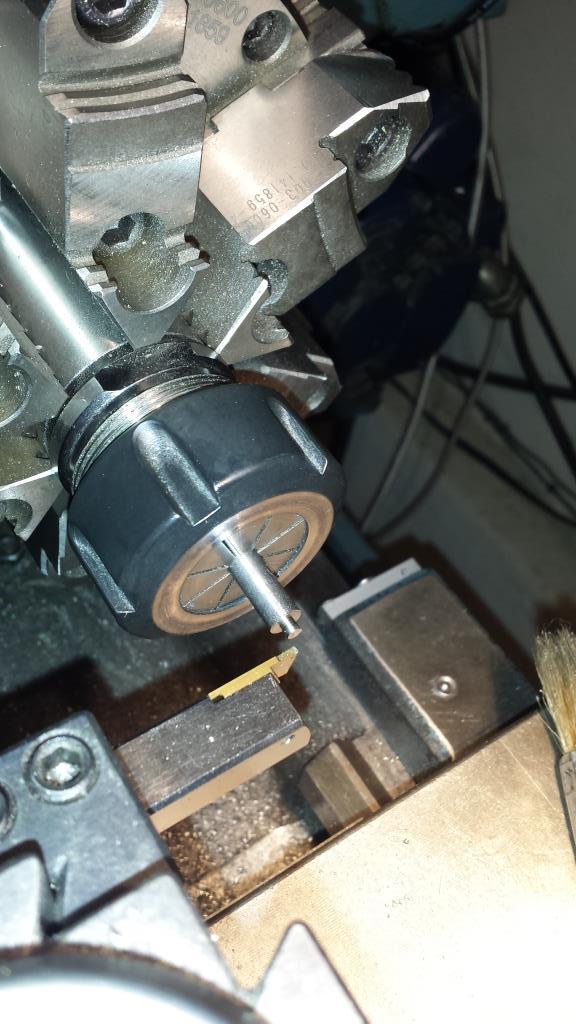
I used a very small carbide threading insert from NIKCOLE and the 3/8” square NIKCOLE Mini-Systems™ tool holder (ideally for the upside down technique it is best to use a left-hand tool holder to get closer to the shoulder but I only have the right-hand holders). I also used their 0.050” grooving insert in a ½” square tool holder to machine the 0.110” major thread diameter. The same grooving tool also cut the thread relief at the handle thread shoulder. The handle knurls are a cross cut 21 pitch size and this time I did not reduce the rod diameter because the difference in the ideal knurl diameter and the 0.250" diameter was only 0.007".
Thank you for looking,
Paul Jones
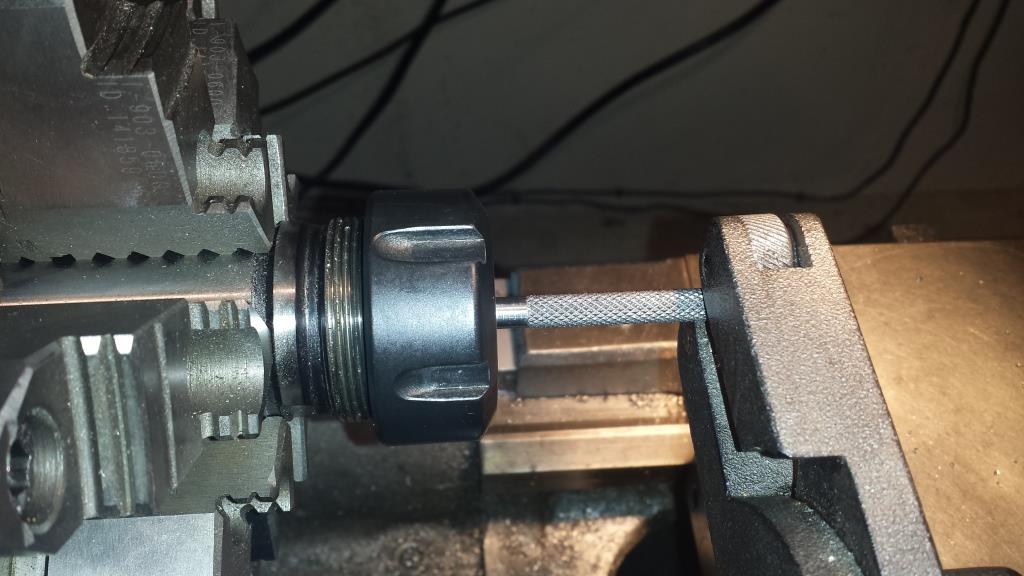
P.S. You probably noticed that I use a CNC ER32 collet chuck held in a 6-jaw chuck. The 6-jaw chuck cannot hold the small diameter stainless steel rods and using the CNC ER32 collet chuck is a much faster setup than swapping out the D1-3 mounted 6-jaw tru-adjust chuck. The CNC ER32 chuck has almost no TIR and once you located and mark the optimum position with the least TIR when held in the 6-jaw chuck it is possible to limit the TIR to less than 0.0003" TIR.





 Reply With Quote
Reply With Quote



 from 3" delryn rod stock. Finished OD is 2.75=". The cap is a plug that screws into the body, with an O-ring seal to make it waterproof. The la= "Pin It")

 No. 4 with a 0.112" X 48 TPI would have work just as well. When looking at the "Pin It")



Bookmarks