

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Hi folks
A few weeks ago I managed to snag an ER32 spindle nose chuck for myford lathes on eBay, which also screws directly onto the spindle of my mill, being the same size and thread pitch. This is a big deal for me as my mills spindle taper is too short and won't take regular length shanks. As such I had to make do with the modified jacobs chuck that came with it, that was until I was kindly informed on the perils of doing so.
With a collet chuck secured and on hand, I searched about and eventually found some inexpensive and fairly good quality collets, which arrived in the mail last week but it wasn't until I had my first job clamped to the table and was ready to tighten the chuck that I suddenly realised I hadn't got any spanners for it (doh!).
I got round that problem based on a hunch as I'd recently chucked out a crappy and bent g clamp that I'd got from Wilko's (UK equivalent to Harbour Fraight for those in the us) but kept the actuater for the lower jaw as it was tough enough that it might actually be of some use in some other application along the line.
In this case I struck lucky as the hooked end was a great fit around the collet nut and the tip would just grab the recesses cut into it. I then made a small modification to the hook and filed a groove into it using a half round just a few mill from the tip in order to help it get a proper hold on the edges so it didn't slip under load:
I then pinched the actuator from a cheapo plastic silicon dispenser gun I had kicking around to use as a second hook spanner and filed a groove into that one too, though it's not quite as strong as the hex:
I then bought an A4 size 5 drawer unit for the mill to home the collets, endmills and other sundries, though I wasn't all that keen on the collets rattling around loose in the drawer, so set about making a tray for them all.
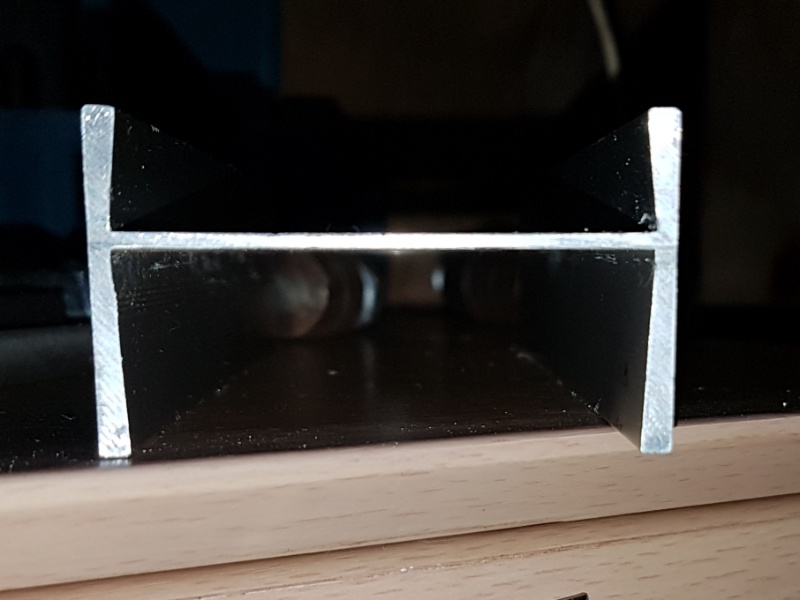
After a few takes and ideas which ultimately got rejected, I ended up using some aluminium wall studding offcuts a friend of mine had dropped off on his way to the scrapyard some time back.
For this application, I used the length of off centre H profile from the collection of styles I'd acquired:
I cut three equal length pieces to fit width ways in the drawer and tidied up the ends. I then measured and marked a centre line on each piece and divided the total length by the number of collets I wanted per row, in this case 6, to get my target number. I then took my target number and divided that by two which gave me my first hole placement and then marked the other end to give me the last hole placement. The rest of the hole spacings were marked using the target number and all holes were then centre punched in readiness for drilling.
Each piece had to be raised off the mill table so the cone bit didn't catch it, as such the setup was a tad fiddly to get right but I got there in the end and drilled out each hole to 30mm (biggest cutter I have that isn't bigger than the collets themselves).
I got lucky and 30mm turned out to be the perfect diameter for the rack as it allowes the collets to sit snugly in the holes while leaving a couple mm clearance underneath which prevents them from bottoming out on drawer:
I ended up using the remaining piece of H profile for the 19th collet as I was going to put 7 holes in the last rack but forgot once I got into the rhythm of marking them all out, ah well....:
(c:








 Reply With Quote
Reply With Quote







Bookmarks