

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Seems to be a bit of interest in this technique so thought I would share a few tips.
A pair of heavy chemical gauntlets are a must ,they come off and go on even when wet and stop the fine black rust impregnating the skin along with the strong alkali burns that can occur.
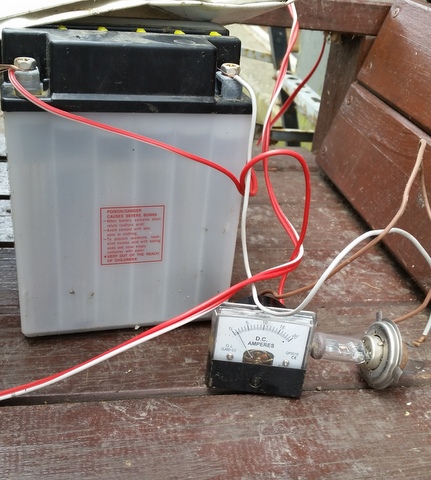
I use a transformer style charger with short circuit protection but even then i use a inductor i.e light bulb as a current limiter and also as a tell tale showing current flow ,but an ammeter is way more useful for that. 60w bulb will let 5A at 12v through and no more but even that can make a comfortable fire so do not contemplate not using an inductor.
A modern switchmode charger can be used if circuit is run off a battery and using the charger to charge the battery at the same time,!!!!!!!!!!!!!!!!!!! CAUTION !!!! its possible to get higher current flows when using a battery so an inductor in the circuit is an absolute must.
To reduce possible resistance points in circuit a pinch of fine steel wool under each electrical connection on both the positive and negative works a charm i use 000 grade but any will do.
Wire the power source positive to scrap electrodes in a star fashion so if one connections fails it does not break the circuit so then only that one electrode fails to work not all of them.
Keep positive connections away from surface of water ,as an electrolyte washing soda is perfect though cheap source clothes powder but by far the most aggressive for degreasing is natural dishwasher powder though be careful may form harmful gases other than hydrogen and oxygen that sodium carbonate does so do this outside.
Process works line of sight so use multiple scrap electrodes I use a couple more than necessary and cycle a couple into the negative circuit to clean them which is easier than wirebrushing them which is a regular task shown to be necessary by observing current drop off via the ammeter
Scotchbriting and wirebrushing removes loose crap and helps u to gauge how much longer is required, epoxy paints will be impervious unless rusty underneath and paint film is cracked or chipped but most other paint will succumb with time.
When happy don gloves and goggles wash with water then I brush and scotchbrite on a phosphoric acid solution (jenolite) ,easy to find at hardware stores and super economical dilutes 10 of water to 1 of acid adding acid slowly to water not water to acid, leaving wet for minimum 10 minutes .This removes most of the black Iron Oxide that is the stable compound formed when unstable red Iron Oxide is converted by the current flow.
Rinse well and dry as quick as possible ,when dry a phosphate coating remains on surface as an excellent key for paint and will if kept dry will stave off rusting for up to 3 months.
Items larger than your container can be done a bit at a time largest part i have done was a ROP for the tractor done in 4 stages, so have found the 200litre blue drums with fixed top and two bungs are cheaply available and work well with a little surgery.


 Reply With Quote
Reply With Quote







Bookmarks