

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I had modified my lathe tail stock previously with a power feed. This proved to allow very large drill bits to be used without them grabbing, as the power feed can produce a very smooth slow feed rate, that my hand operation skill never produced. So I did the same for my drill press.
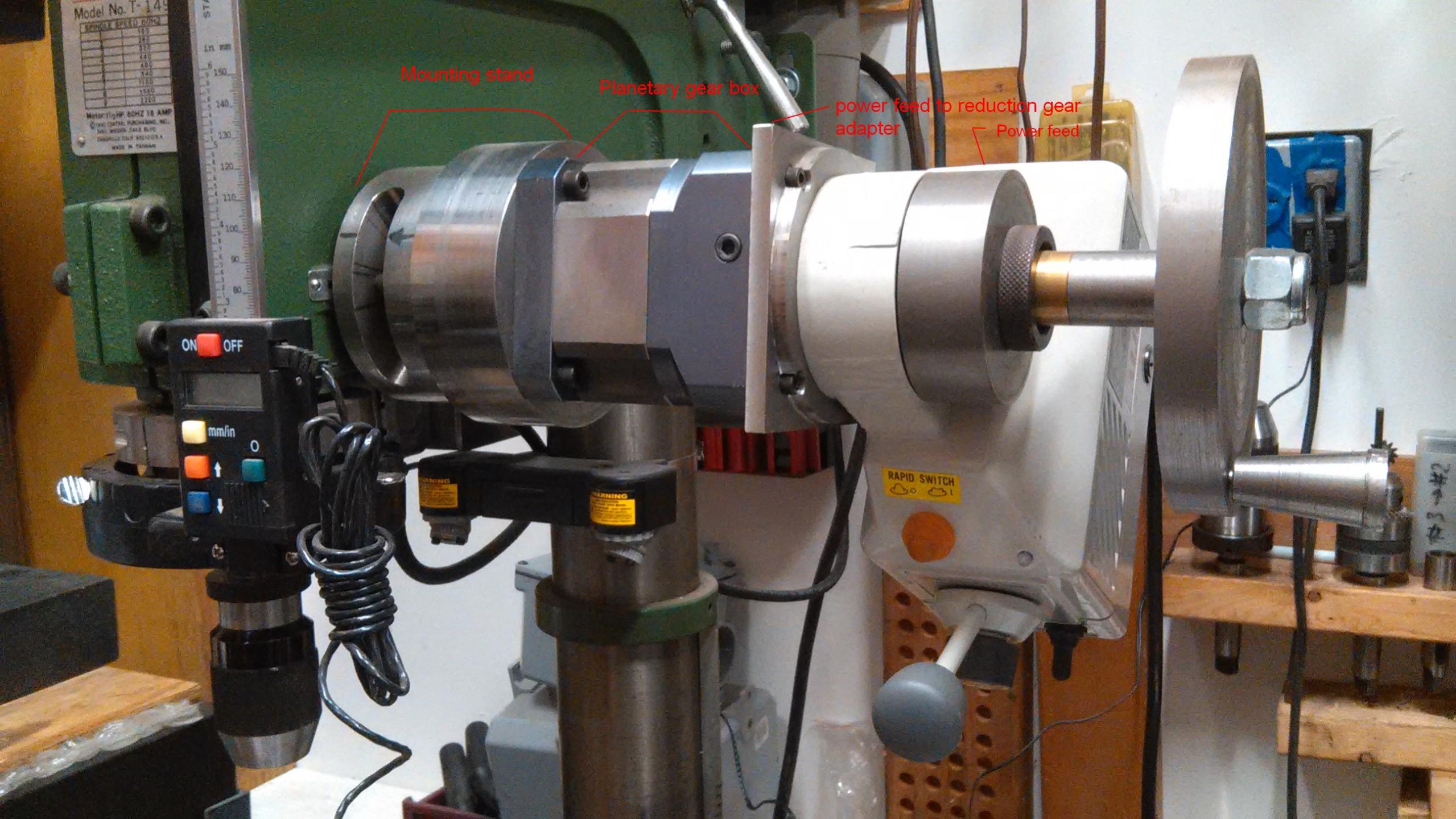
My first iteration, I did not have the 10:1 reduction gear. And the Align 135 inch-lb power feed could not produce the slow feed end torque to drive the drill press rack gear directly. To install any one of these commodity power table feeds (mainly milling machine usage), you have to make (or it comes with) a mounting stand (that's what the instructions call this). You can see the stack up is one heck of a cantilever extension. And I put a wheel and crank knob for manual operation.
The slot in the mounting stand to gear box was because I used a roll pin to connect the shaft between the rack gear shaft and planetary gear box shaft connection. I was not sure where that would be. It was an interesting cut with a horizontal rotary table, and end mill, with the first time I used coolant on the mill. Sorry I did not take photos of the piece parts.
The project is incomplete as you can see the quill DRO that needs a linkage from the spindle to the readout. Too many unfinished tool projects.


 Reply With Quote
Reply With Quote




Bookmarks