
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


As all are aware; I treasure accurate descriptions. I excuse this habit with "I don't know any short stories...".
Inspired by Frank S's report hauling a gang drill back indoors, and resulting exchange of 'how it works'. So this is a hack, in own new thread.
It's at Took the first step towards building my shop starting at *363
Now wondering at many recommendations I've made in general threads would have added to my own tally? Oh well, not here expecting compen$ation.
- My single axle, tilt-bed 5' x 10' utility trailer fetched back many machine tools, some a bit over it's weight rating, but not grossly. One deficiency is lack of tie-down points. The angle iron frame not ideal for that, there are just four small loops. OK for ATV's, not machinery. One designed with transport in mind, other requires care in proper rigging. Otherwise, you might see a new prize become a Hyundai hood ornament.
- I've puzzled over remedy for ages, at least 12 years. D-rings bolted to floor, swivels in the frame, welding more loops...nothing offered continuous, economical attachment points.
- Finally became aware of E-Track. These are 4" wide strips, with punched rectangular slots for attaching tie-downs, spaced on 2" intervals. They are attached by welding, or screwed to insides of box trucks. Typical mount is horizontal on those walls, but nothing says deck mounting wouldn't work.
- In this case, preference is bolt on. The strips are 10' long, 1/4" holes spaced 2" centers in both edges, trailer didn't have any material 4" wide thick enough for good thread engagement. My solution welds two strips [four total] 3/8" x 1-1/2" hot-rolled; one to upper angle iron, other correct distance below. That 3/8" matches 1:5 diameters of 1/4-20 engagement; with 1/2" long screws through lock washer and material.
- All well and good? Yup, once I solved drilling 240 correctly spaced #7 holes, chamfering each side, then efficient tapping of 240 locations.
- Go ahead, say it; ALRIGHT ALREADY, or FINALLY! Your choice........
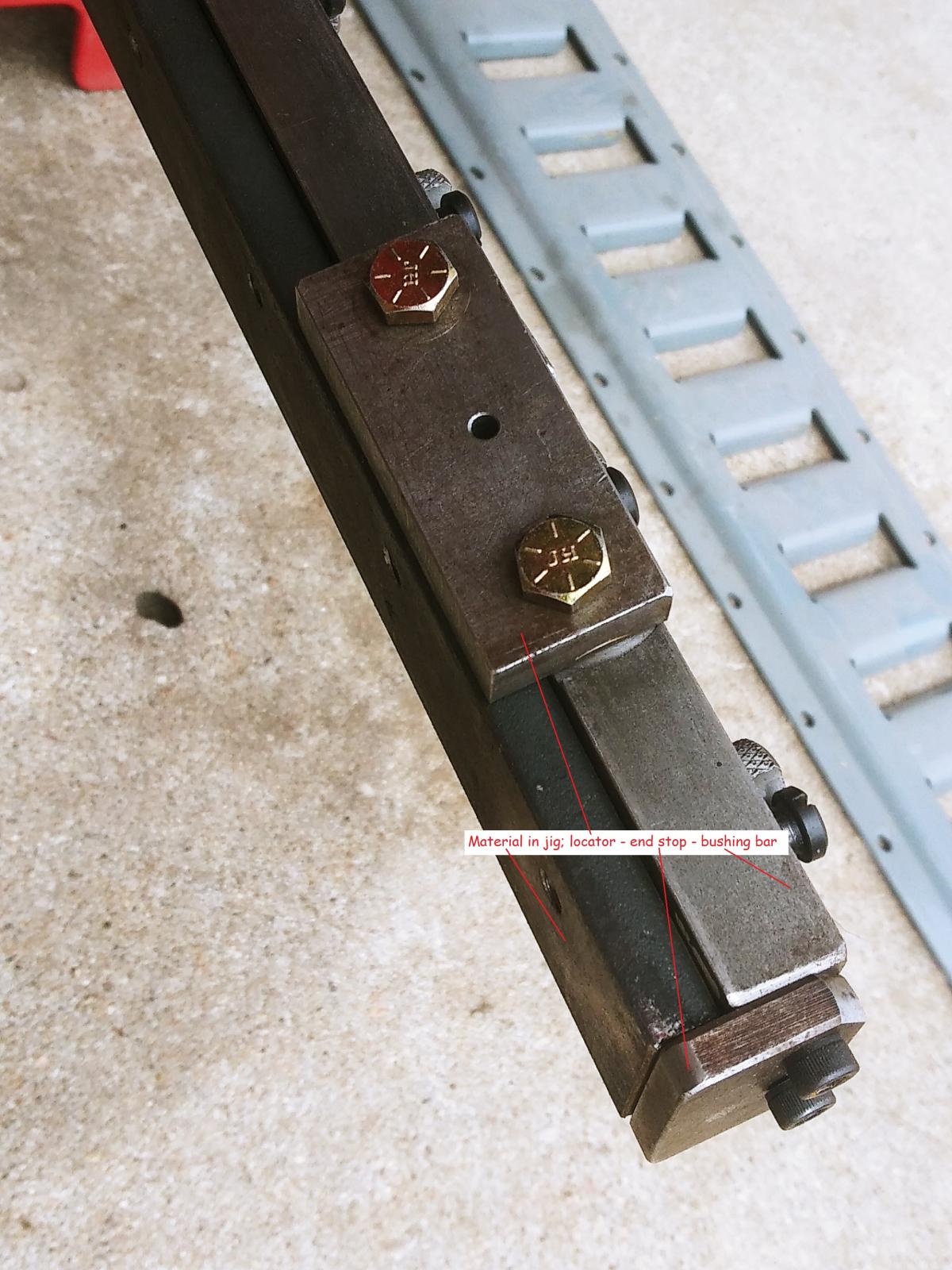
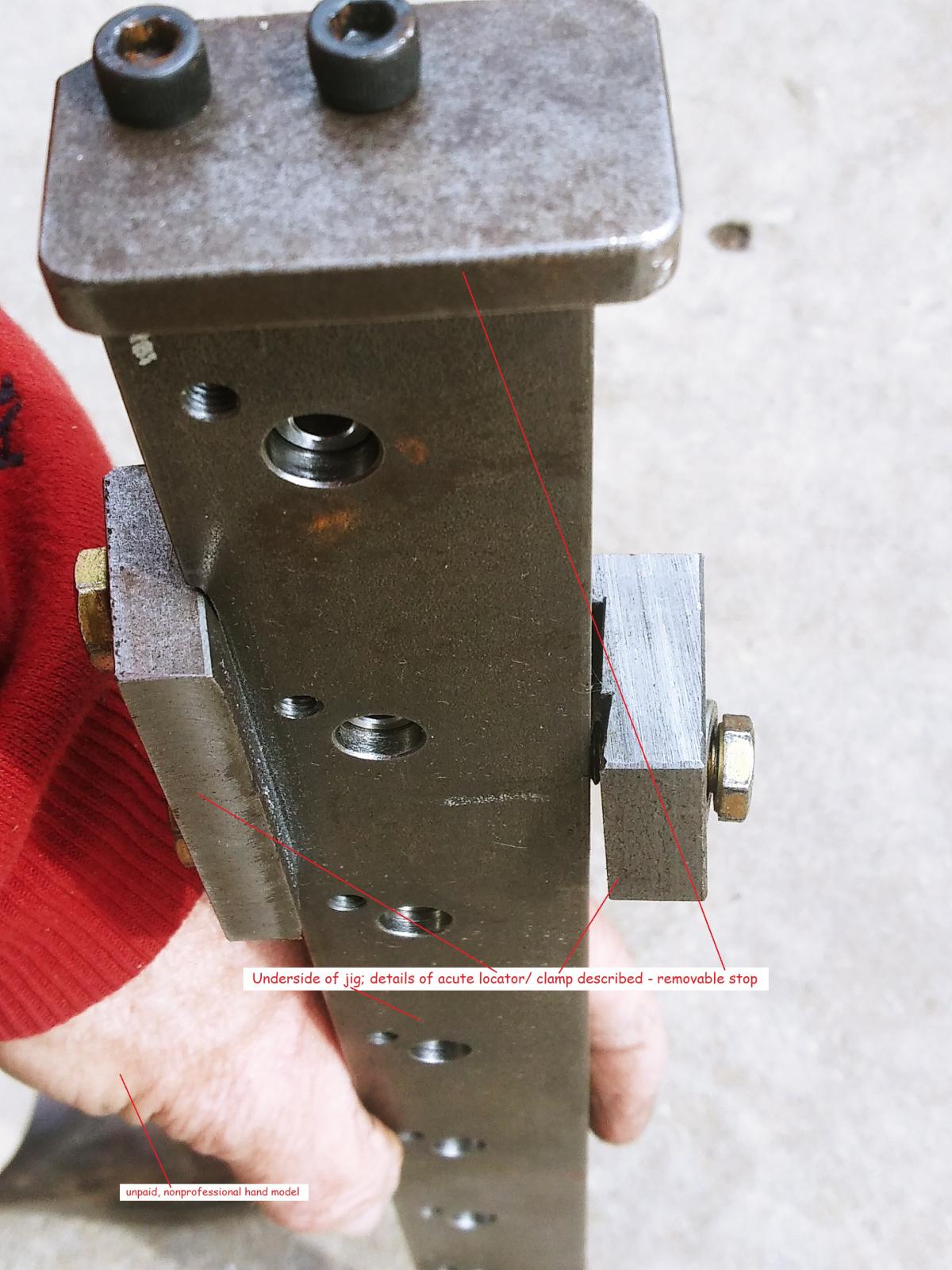
- I bored this cold rolled bar on 2" centers, same distance from edge as E-Track. Two areas were milled-drilled-tapped acute angle as clamp pads. There isn't a right vs left issue, not even a true upper vs lower. So, only one jig required, running through holes, not blind.
- Why? Hot roll bar has convex edges, not a reliable clamp surface. Using protractor, demonstrated angle to grip beyond (under) high point at lower corner. \( Opposite those pads, at same angle are clamps themselves )/ Who knew punctuation could stand in as drawing details?
- Now, in use. One end mounts a swiveling stop, locating initial of 12 holes. Upon finishing 12th spot, loosened clamps and stop, slid jig along material and located 12th hole to 1st bushing with #7 drill shank, re-tighten clamps and proceed drilling next 11 holes until end of bar.
- Took 40 minutes each, clearing table, setting up stock rollers, mounting drill bit, lowering head minimizing space to material, brushing cutting oil, drilling holes. Chamfer and tap ops were guided by a rail clamped on table, registering main centerline. Counter sink or point of tap did the rest.
- I'll add couple explanatory pics from phone, a non-starter for text. Thank Jon for edit button...




 Reply With Quote
Reply With Quote






Bookmarks