
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


CAUTION: Yet another verbose post!
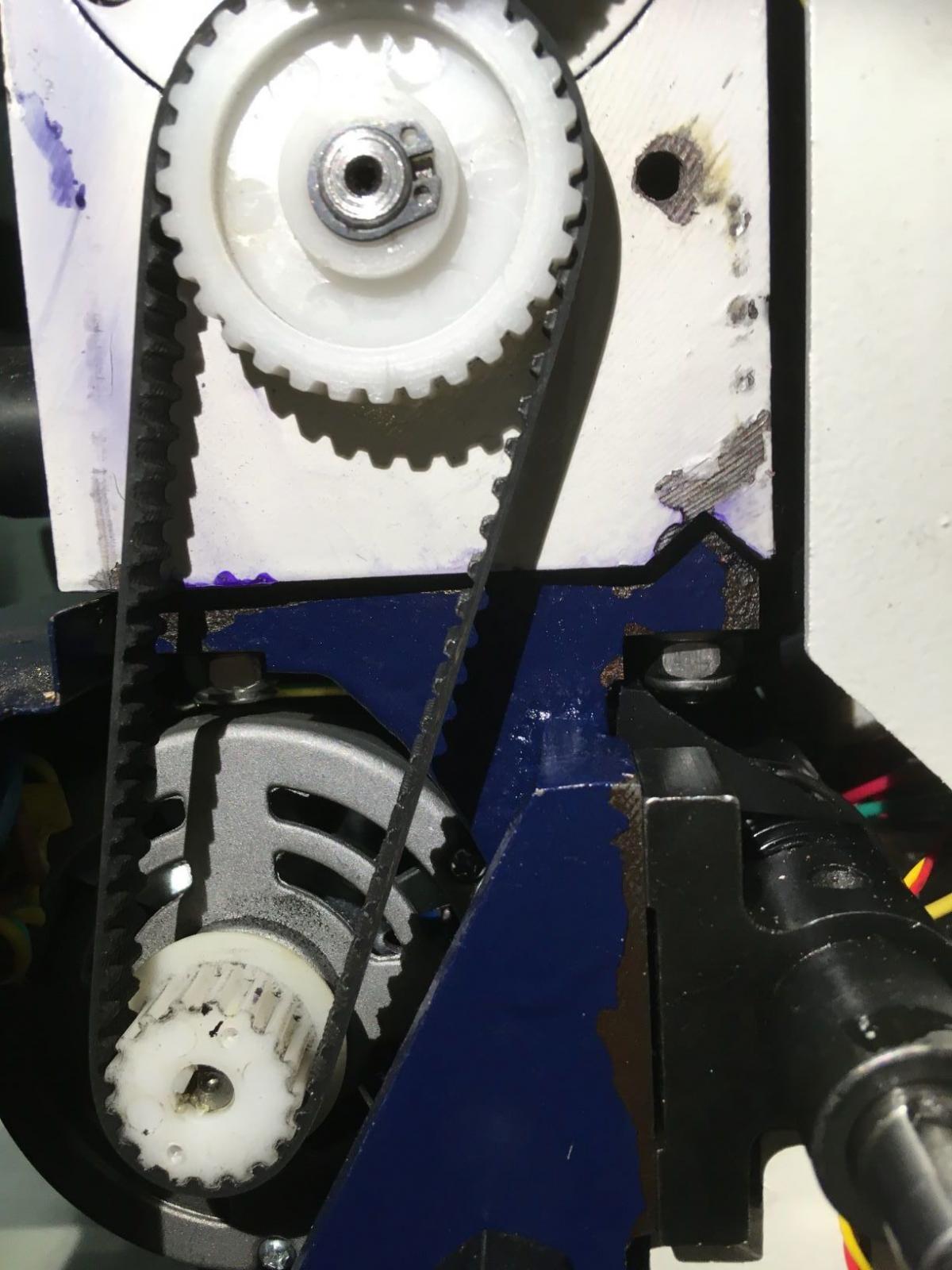
The Chinese 7" Mini Lathe variations have one common issue - non-standard motor drive belts,
which quite a few users (other than me) have found shred easily,
either the motor's plastic or the driven pulley but also the belt itself have had reported quality issues,
apart from it being relatively expensive ($ 25 + S&H), having long delivery times and are sometimes hard to find:

The gear ratio of the original is also sub-optimal for my taste as well:
17 and 31 teeth, giving 1:1,82 ratio and a top rev of 2500 rpm.
This, along with the low torque at low revs isn't very useful to me,
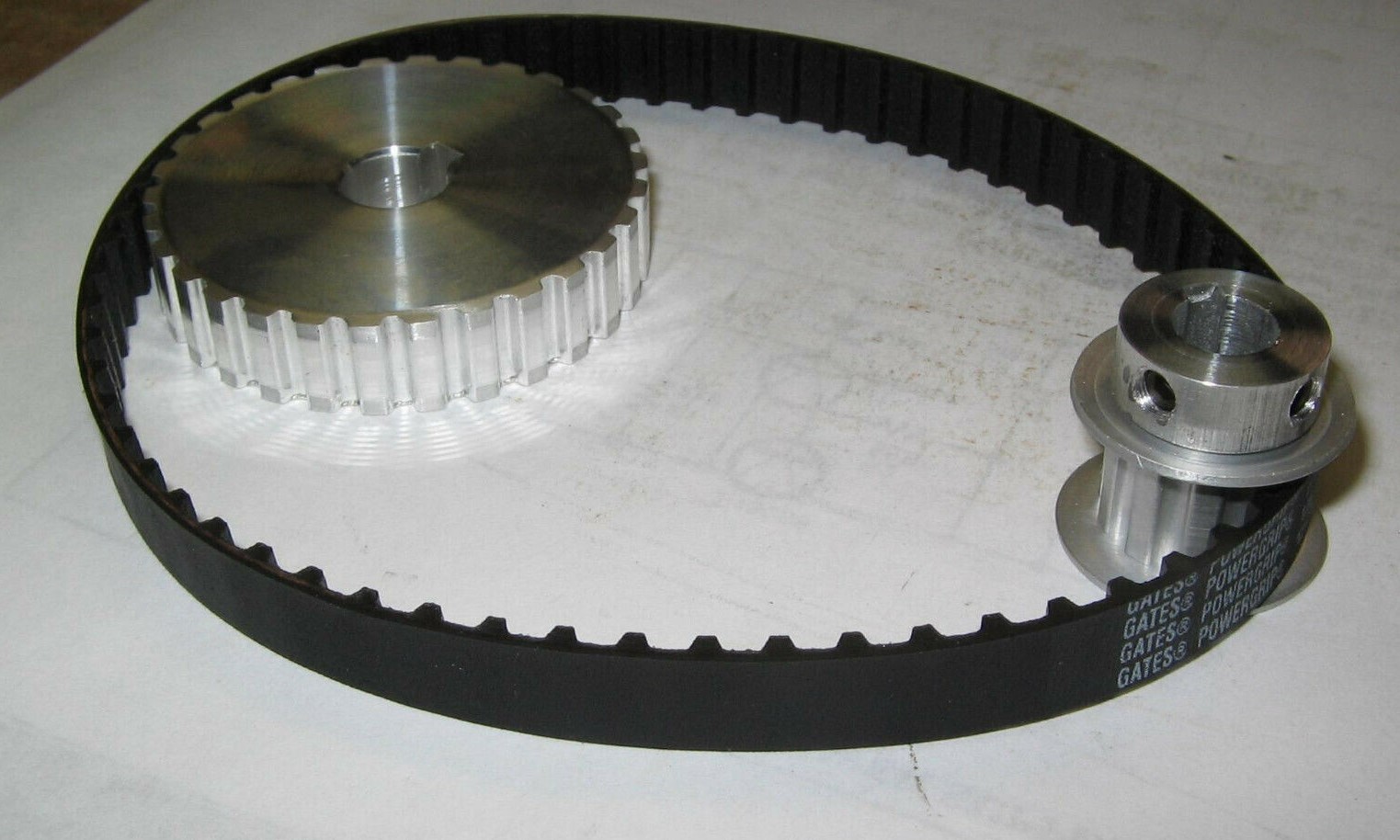
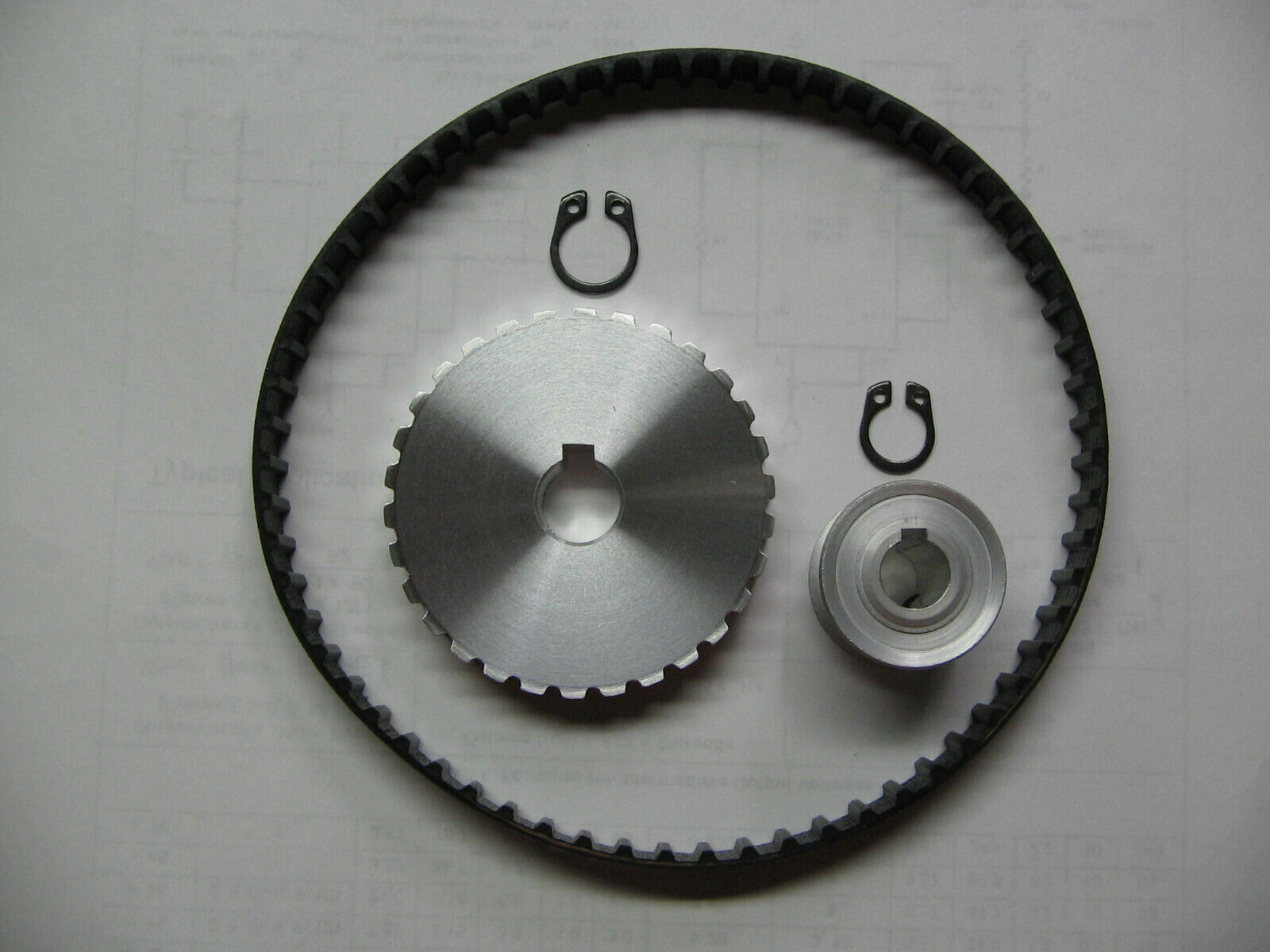
and after seeing some owners successfully installed this conversion kit, I too wanted a 3.1 reduction kit:

Readily available on FleaBay etc, there's only one down side:
The price tag: $ 120 + $ 20 S&H...
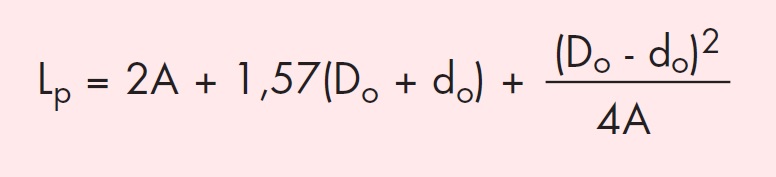
I checked quite a few small belt systems that within the lathe's small confines would give:
1) Maximum gear reduction, and thus max torque at any speed for the given motor. 1600 max rpm
2) Being a cheap, readily available and standard belt.
Though there are a couple of belt types that could stand greater force at low revs than the XL type,
I still decided on that type as I already scored a few extra 10T aluminum pulleys (for a buck each)
when I winged this together: DIYSwede's TPMDGM: A Flip-Flop ToolPostMiniDriil/Mill/Grinder for a 7x14" lathe
And when 3 belts of just the right length (210 XL 037) was ordered and delivered at 2 bucks apiece,
I felt I was on the home stretch - just source a Delrin 30T 10 mm wide pulley and smack it in.
Well, this wouldn't fit neither the forum nor the title above - and though readily available just about everywhere,
they were still too un-cheap for my taste, so I thought of "just winging one together"... (Famous last words!)
This is where the fun starts: Milling a 30 tooth XL pulley in the aforementioned 7 x 14" mini lathe:
Having found some 17 kg of 1/2 & 3/4" Delrin offcuts and finding that the OD of the pulley should be 48 mm,
cut a 50 mm square piece of 1/2" thick Delrin to fit. Also having plenty of cast iron waste around,
I thought I'd make a spare if the plastic gear wouldn't stand up to my intended use.
Turning, drilling and boring the two piece's holes 10 mm was simple, then broaching a 4 mm keyway in the plastic was quick ,
but somewhat tedious with the CI, giving me a blister from the monotonous handwheel feeding:

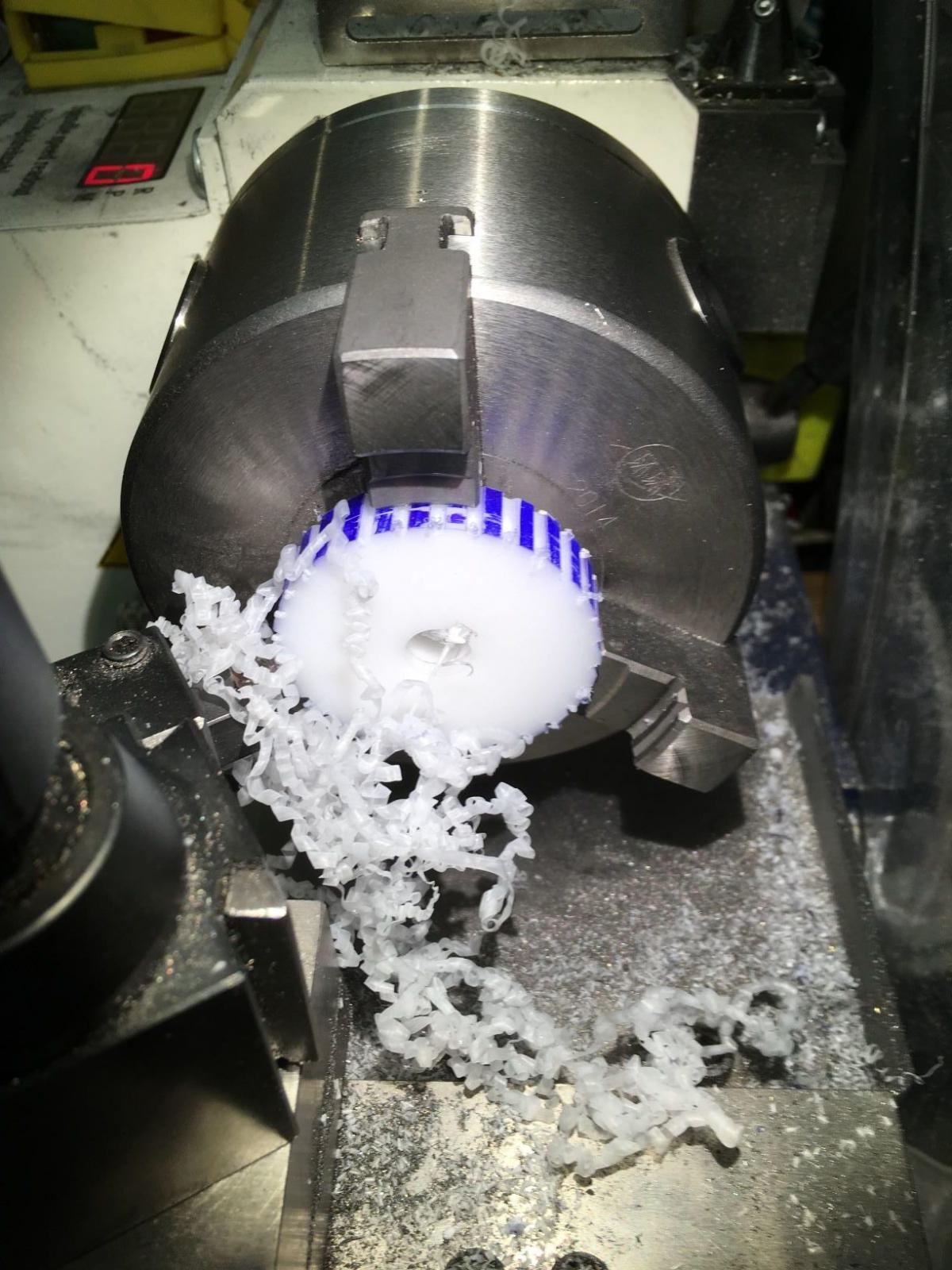
I turned a 10 mm mandrel and fit the Delrin: easy, clean turning but with helluva swarf,
where cast iron is fine and dirty, as usual:



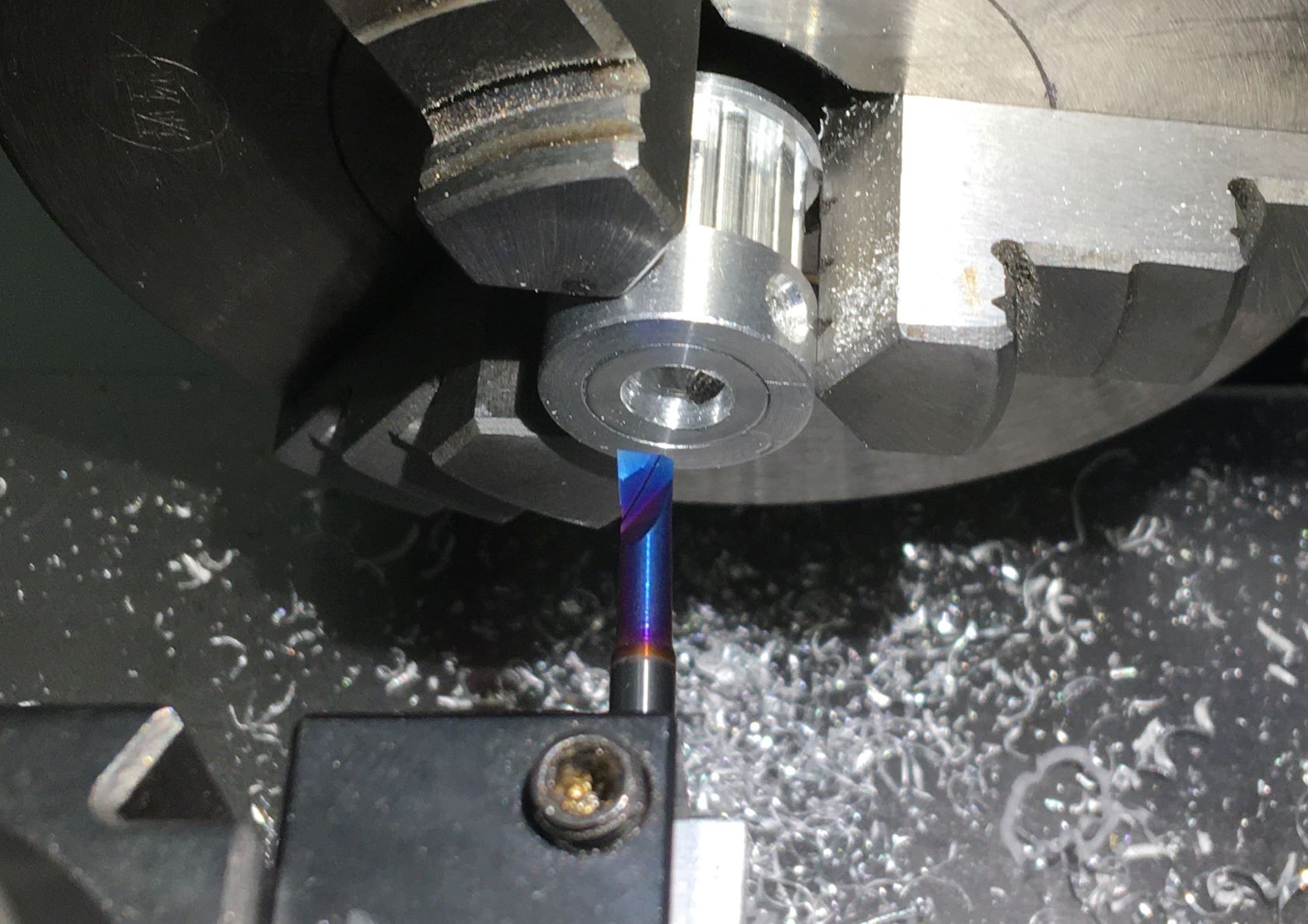
Using my TPMDGM I figured I'd need to turn, grind, harden (no tempering) and lap a piece of 4 mm drill rod D-Bit to suit this:
-Here we go - everything fitted, trued, and indicated for 50 thou DOC, using the Indexer for the 7 x 14" mini lathe
to achieve the intended 30 tooth division:

Plastic went just fine in one to & fro pass by the electric lead screw at 30 mm/min and 2 k rpm,
while the cast iron needed an extra spring pass to get down to shape.
Could run the mill wide open for about 5 minutes before having to let it cool down,
as the ex-furniture motor only has a 20% duty factor...
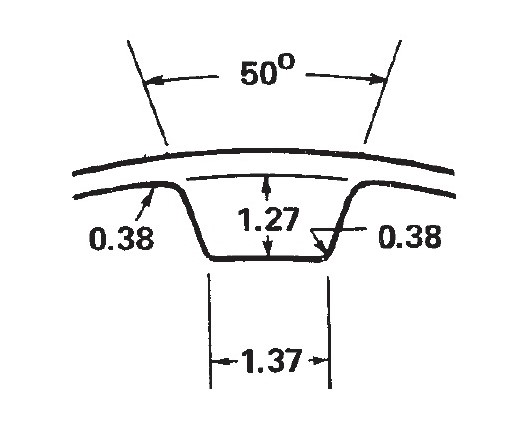
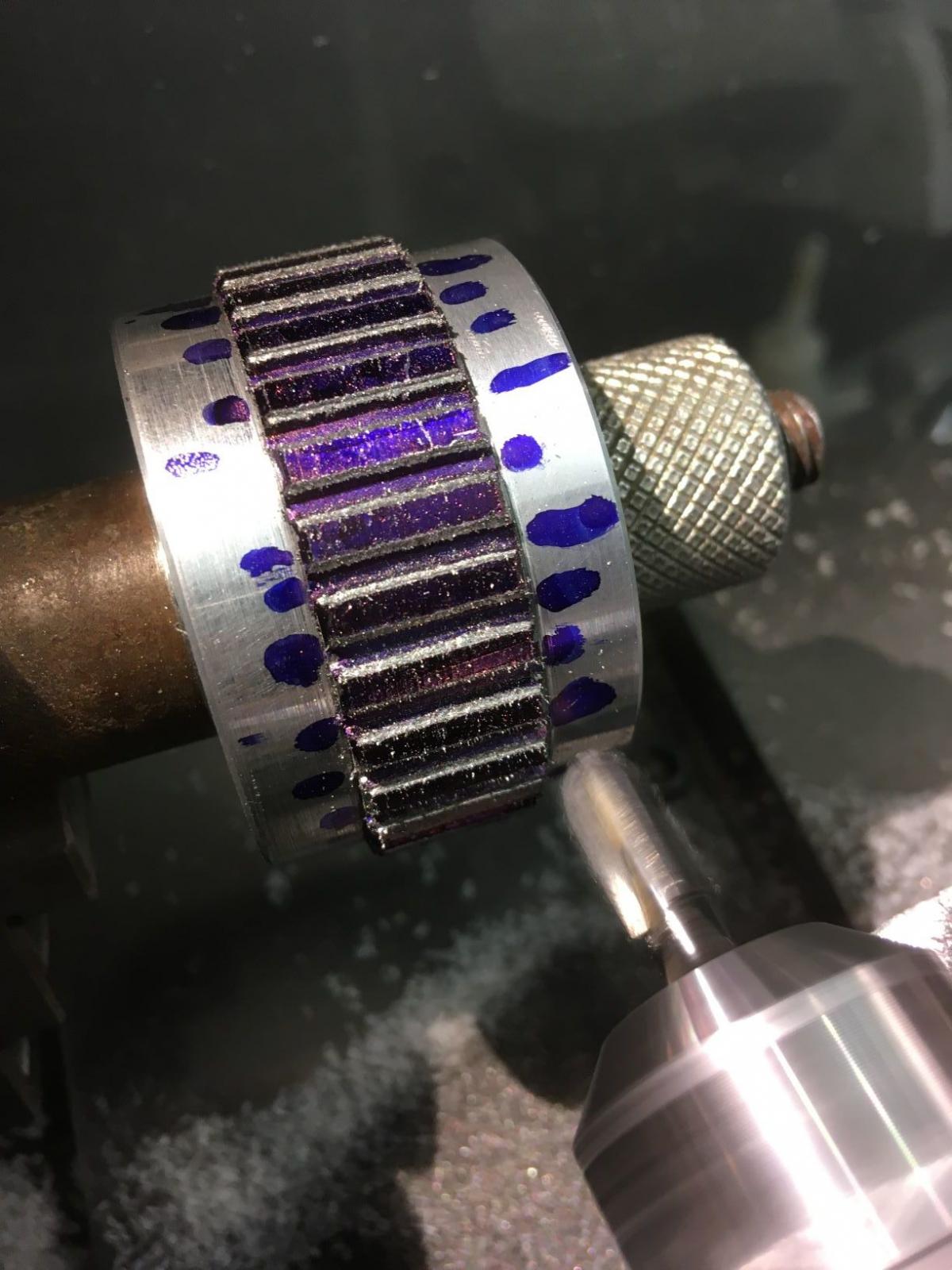
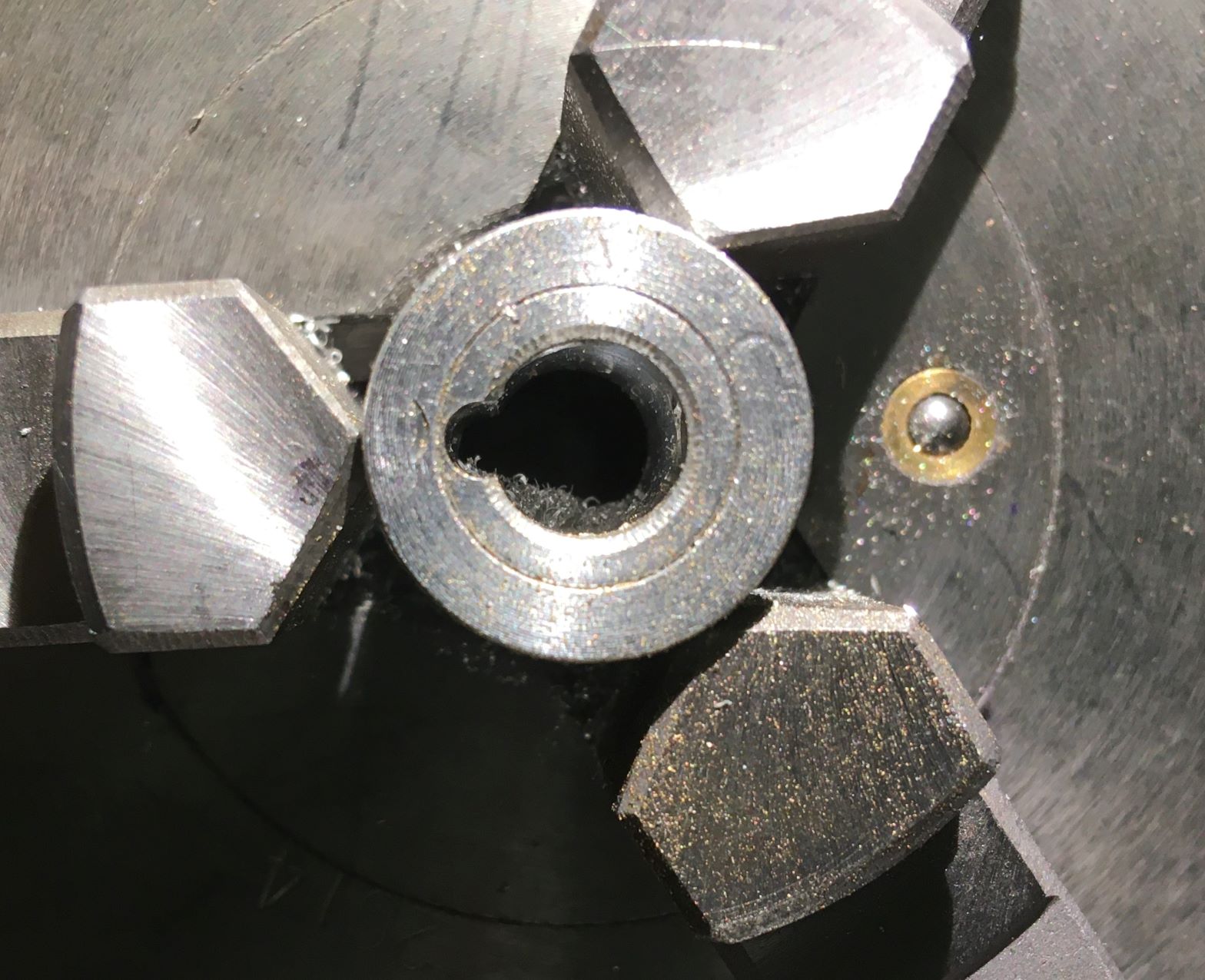
Belt test fit showed that the rounding of the crests really was necessary, so I chucked a 1/4" ball endmill,
and gave them both a slight kiss to achieve a nice fit:


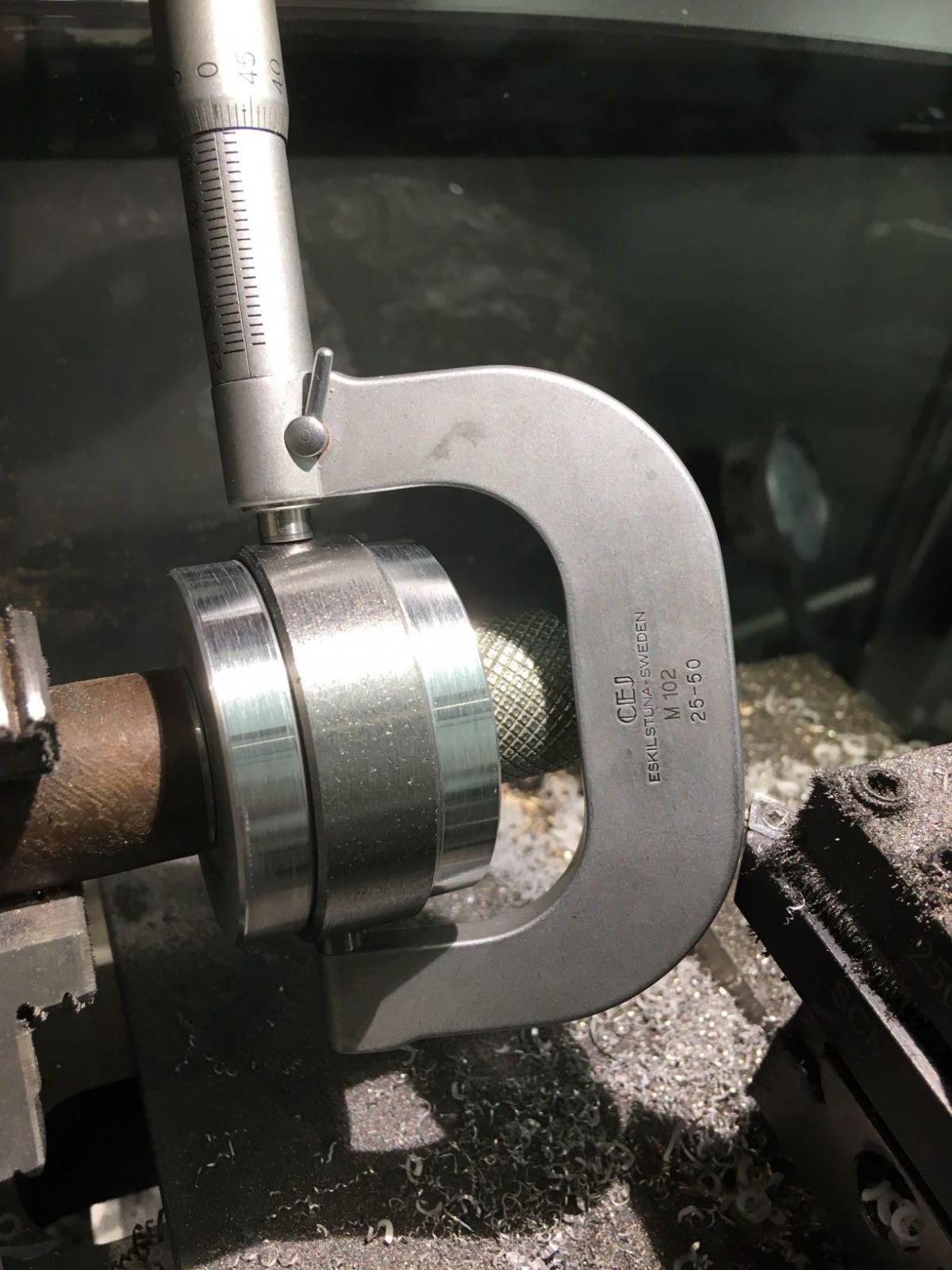
Then finally only a facing down to 10 mm thickness was needed- taking off 50 thou on each side and finish off to fit:

Thanks for following me this far, questions welcome!
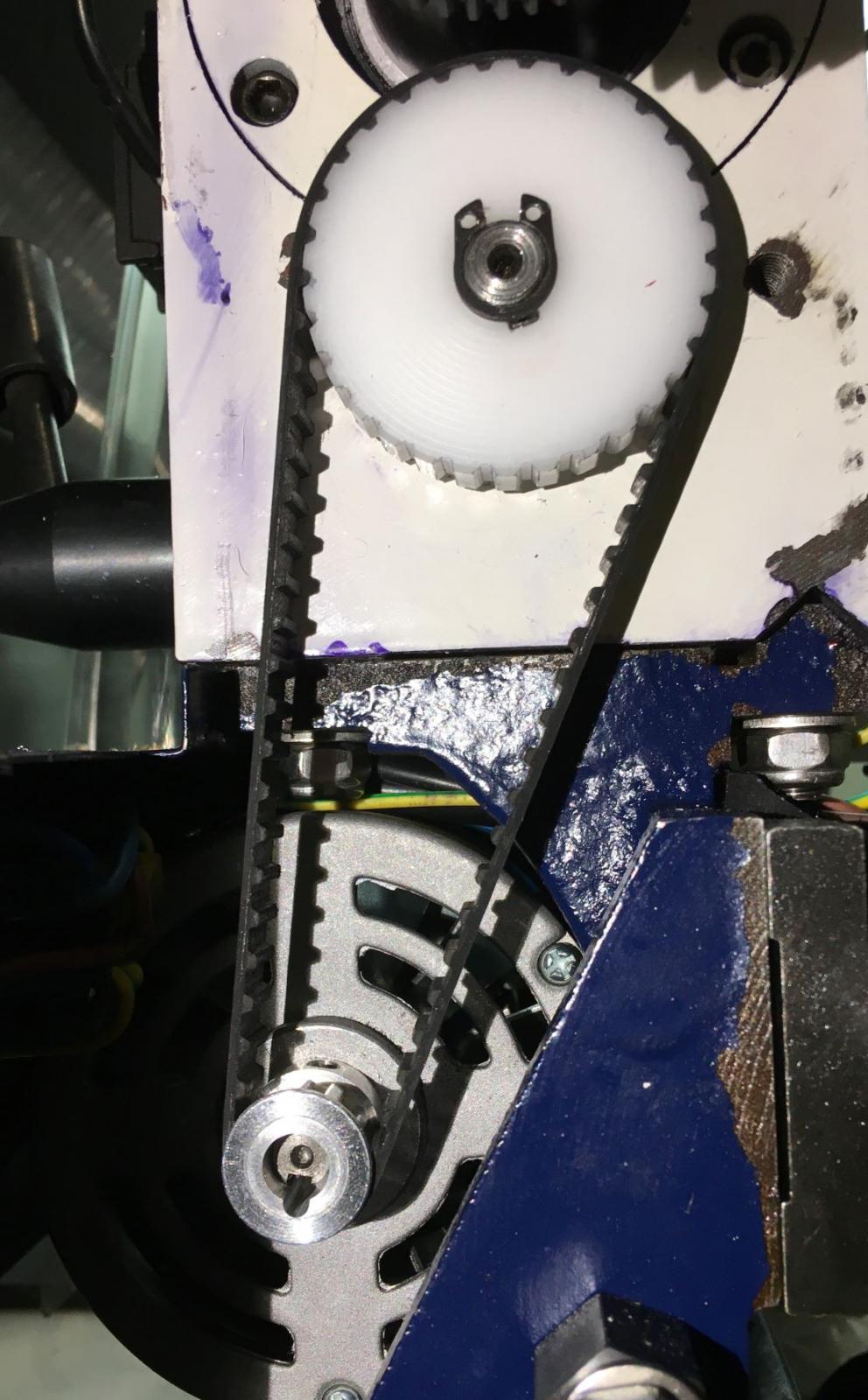
Fitting and adjustments in the lathe will commence tomorrow...
Cheers
Johan















 Reply With Quote
Reply With Quote
















Bookmarks