

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


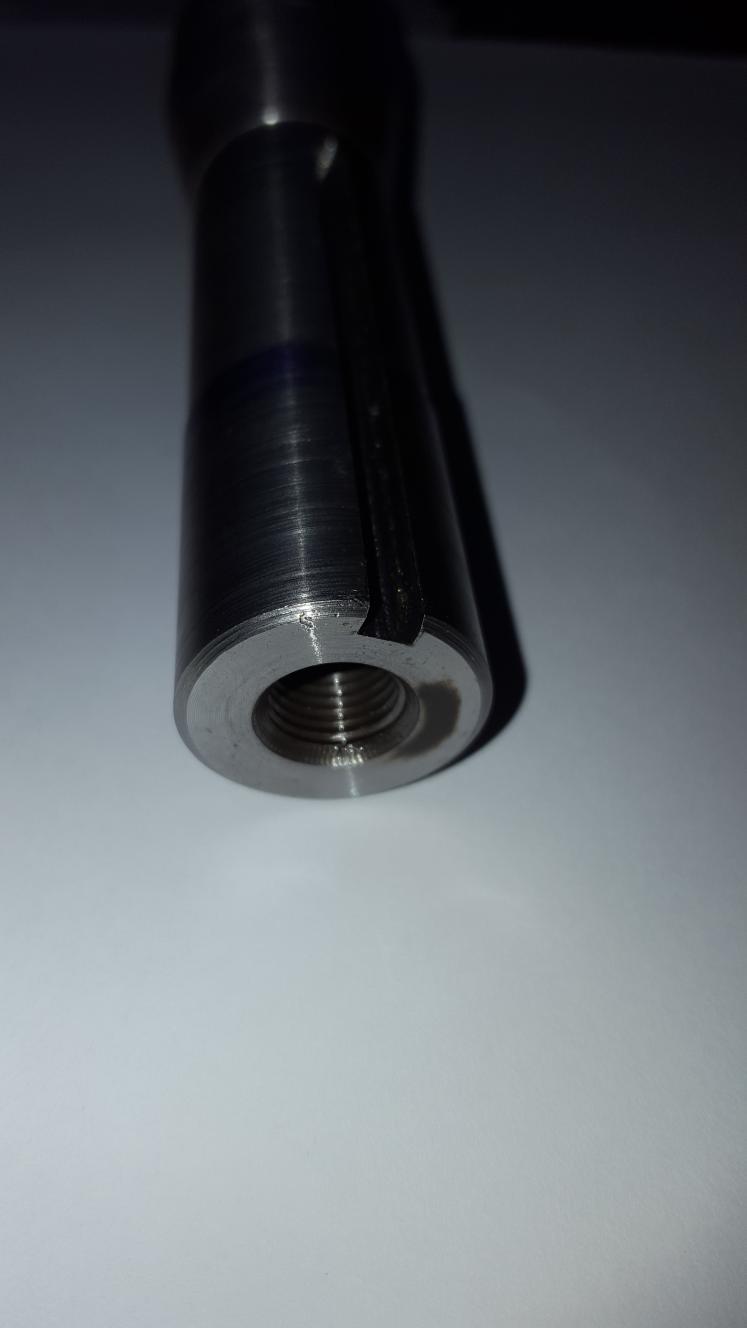
This was more of a "can I do it" exercise, than anything else; but certainly good experience in the 'sneaking up on required dimensions' dept. It was done mostly on the lathe, with a little help from my mill-drill. Plans for the R8 shank are all over the web, and it also doesn't hurt to have a commercially made one, to serve as a template. I also soon learned that unless the holder is drilled through it's entire length, getting a tool in or out could be a challenge (hint: close tolerance in the business end, results in trapped air in a blind hole...).


To produce one of these (so that it's usable), proper setup and alignment of the lathe is key. Particularly when boring the hole for the cutter, and producing the taper and shank. Otherwise, run-out and lack of concentric alignment can be a big problem!
The material it was made from is 416 stainless (I got a good deal from the scrap man). The hex set screws are 1/4"-20 tpi. In retrospect, I would likely only recommend this project if you are learning (like me) or into self abuse (or need better precision, or all of the above); as the commercial ones can be had for about what I normally would have spent on materials.
-EN





 Reply With Quote
Reply With Quote





Bookmarks