 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
Looks like that's where HBM got the idea for their toolpost.
https://goo.gl/8ZSEnJ
I bought one a few years ago for my Myford as a cheap alternative to the Dickson and never regretted it.


Looks like that's where HBM got the idea for their toolpost.
https://goo.gl/8ZSEnJ
I bought one a few years ago for my Myford as a cheap alternative to the Dickson and never regretted it.



Seeing I visited this toolpost post nearly a ago, an email reminder brought it all back. I don't know of Mr. Radford olderdan refers to, but his design is an excellent take on the European favorite. Can't track down the originator or copyright but versions are Swiss and Italian for sure, likely there are others.
Won't paste the search link, it is ridiculous in length so I'll suggest Google Italian Lathe Toolpost, and Quick Change Toolpost, in images. plenty to examine. If you do more than one variety or quantity of lathe work, that might justify more than one toolpost. This is my go-to, next is Aloris, then indexing turret. I have a rare KDK turret for second op and light work. There are benefits to each pattern, none have ideal configuration. This variety has the most positives in my book. Narrow, in depth of post to part. Less bulk/ weight than the very good Aloris pattern, more along KDK. Weakness of KDK is dovetail fights leverage of a bit too far from the clamping action. Cool for chucking & second op work, hate them on good-sized lathes.
Both olderdan and Rainbows capture the best aspects; rigidity in vertical axis close to the bit as practical, and easily made. Rainbows initial design lacks orientation of a transverse bit, hampering cutoff and threading tools. Both locate by use of ground rod, where commercially made is with ground vee's. i also like olderdan's adjustment screw, positioned well above top of holder.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
jjr2001 (Jun 20, 2017), Paul Jones (Jun 18, 2017)
What do you mean by transverse bit?
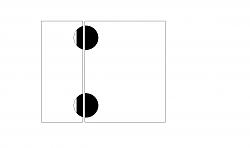
Also here is something to consider with these round dovetails.
We are reaming the holes so the hole will be ever so slightly bigger than the rod.
Exaggerated the size difference for show, you see the pin and groove mate in one area.
Now having assembled the toolpost, what if I rubbed the side with the pins on a piece of wet and dry on my surface plate?
By making a flat on the edge of the pin the groove now seats on the rod in two places instead of one.
Also I am making a solid toolpost, one without a compound slide, Robrenz on youtube does a very good video on how he mounted his toolpost. Im gonna copy him in using a few dowel pins to align the toolpost about its axis.
Paul Jones (Jun 18, 2017)
Distributing contact is a good idea, such you might get flattening the front of pin. I'd think reaming pin size plus .0005 or .001 will be very good alignment and repeatability.. With access to CAD or some calculating offset of the reamed contour/ pin size would reveal ideal combinations. By offset, I mean percentage of 'hole' remaining and protrusion of pin. Clamping has to be on the Radii, not face of post. .030 clearance wouldn't hurt a thing. Reamers by the way are available in near every diameter desired.
[edit additional] occurs to me that enough flat to get contact at 45 degrees would be worthwhile.
To insure the greatest similarity among holders, I'd;
Mill the blocks completely first, with to-be-removed material supporting drilling area.
Drill the holes in all blocks one side [right or left] at a time, located by a stop.
Bore those about .015 -.025 undersize at the same setting of boring head, also one end at a time, with same stop set up. Need be, rough bore first, allow clean up so 1 setting will cover all the holders, Same center-to-center, size, surface finish, and parallelism one and all. Reaming won't correct variance in center to center difference, ever. Similarity=repeatability and makes or breaks a QCTP.
And by transverse bit, I imply bits mounted in holder along side of post such as threading. You may of had that in mind, but only one drawing was shown, so...olderdan's "family shot" depicts holders slotted along face and side. You'll save yourself a LOT of tedious grinding in what would normally be conventional cutters. I don't recall what accommodations were made for cut-off tools, but setscrews shouldn't bear directly on upper surface!
Retention of bits in general, coarse threaded set screws are more common, but my preference leans to fine; more secure with the same amount of torque. I'd want 3, spaced for the bit length you use, corner obviously works either direction. Use dog or flat points not cupped, they mar tools. Advantage to dogs, when they mushroom and they will, they're still removable.
If you use square heads and a nice little wrench, it's better than a socket filled with chips. Possibly better feature is durability, the square head employs far greater wrench engagement. Ever round out a hex socket? Ever see a worn square; sure, from horrible abuse.
Buy a whole box if you can, they don't go stale or shrink, but cost is sure to rise.
Last edited by Toolmaker51; Jan 9, 2020 at 09:05 PM. Reason: Was 06-18-2017, w/ one worthy inclution, underlined for your enjoyment.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
jjr2001 (Jun 20, 2017), Paul Jones (Jun 28, 2017)

"Advantage to dogs, when they mushroom and they will, they're still removable."
Thanks for all that TM51, but the above and about square heads answers some brain worms that have been bugging me about "why" on my old Atlas 7b. I saw on another forum where a guy added a couple of locks on the cutter head on his 7b so I did it to mine.
He explained that he added the locks because on a shaper you need the gibs tight so they stay put when cutting. But if you have them tight enough to stay it makes it hard to adjust and is really hard on the lead screw and nut causing them to wear faster. I was also having a problem with keeping dimensions in a pass and thought this might be a good mod.
I couldn't order the adjustable handles with the dog point so I put them in my tool grinder and made them into dog points. Not knowing anything except that the other gib adjusters were all dog point. Now I know the reason for dog points! I also couldn't figure out why the gib adjusters all were square heads, now I do! I also cut the eye brows into the gibs so the dog points didn't gouge the gib. In the end it worked perfectly even though I didn't know the specific reasons for what I was doing, only copying what I would call historical engineering.
jjr2001 (Jun 20, 2017), Paul Jones (Jun 28, 2017), Toolmaker51 (Jun 18, 2017)

Would you share the Sketchup file?
Ralph

I too would love a set of tech drawings even cad would be awesome!
charron63@gmail.com
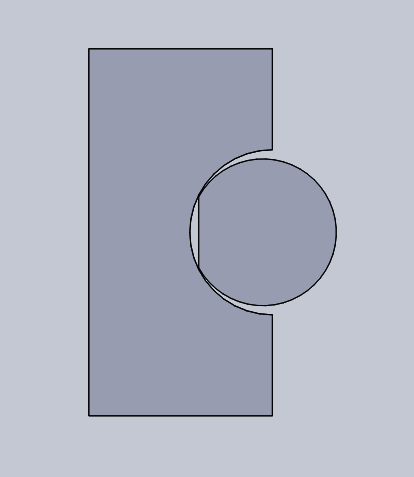
Somehow I neglected responding to the question...It seems one of two things.Originally Posted by Rainbows

1 is only the block shown doesn't extend beyond side of post, inhibiting a parting tool. Yes, the drawing focuses more on the mechanical QC aspect, not block features.
2nd, the minimal alignment in two parallel lines of contact almost guarantees binding when pressure pushes down on block/ toolholder combination. I'd still ream size for size with 60% something offset of the pin in post. That will retain them [dowels are +.0001 or .0002] in post. The holder cavities will then engage outer extreme remaining 'edge', reducing movement perhaps 400%. Clearance would remain at face of post and holder, .010 sufficient. Flats on pin faces directs alignment to wider point of diameter, without gripping the full half.
I've prepared an exaggerated sketch.
Last edited by Toolmaker51; Jan 8, 2020 at 01:26 AM. Reason: Finally a sketch, barely more than 2 years late!
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote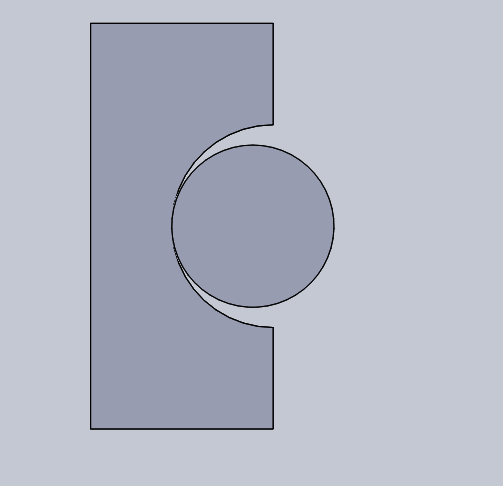
Bookmarks