
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
When cutting box section on my 4x6 bandsaw I like to prevent damage to the blade.
Box section can be a pain to cut when placing directly in the saw vice as you would for solid bar stock. Doing it this way the blade has plenty of teeth in contact with the top of the work piece but once through it is faced with the thinner wall section, where the saw will rapidly try and cut. This can cause damage to expensive blades and quickly remove teeth from the blade due to the lack of teeth in contact with the work piece. Ideally there should always be at least 3 teeth in contact with any section of material. So correct TPI blade selection can be another important factor when cutting different section materials.
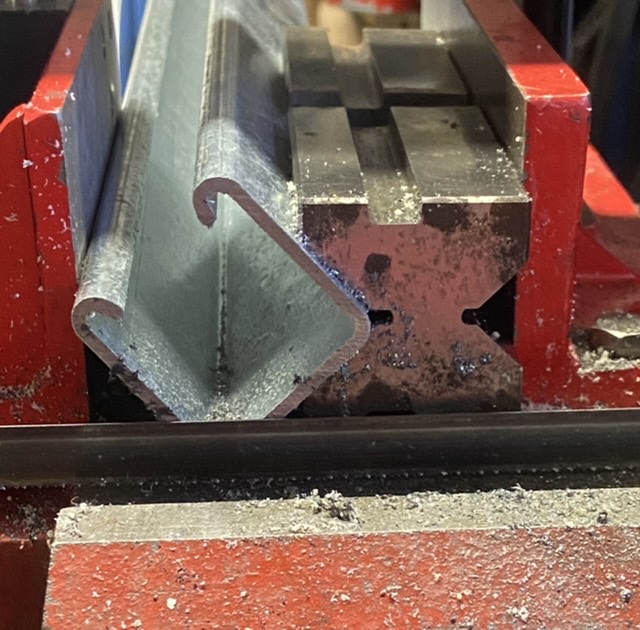
To overcome this issue the work piece can be set at 45 degrees in the vice with vee-blocks and with the correct selection of blade TPI, the work piece can be cut with more teeth in contact with the work piece. Not only is this better for the blade, but the cut is quicker, cleaner and square as a constant feed rate can be maintained as the box section contact with the blade is more uniform as the blade passes through the work.
Another improvement made to my saw was a hydraulic feed which helps control the rate the blade falls, so as different material section presents themselves the blade maintains the same feed rate so the blade doesn’t wonder.
The photos will hopefully make my explanation clear.
Uni-strut set at 45 degree
Vee-blocks against fixed jaw to support work piece.
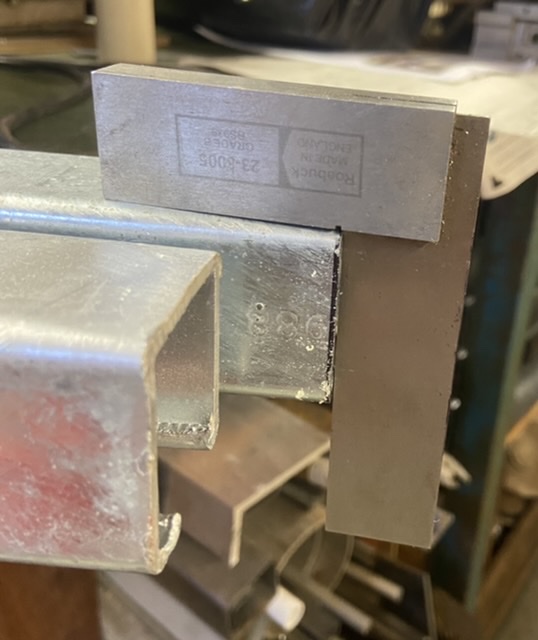
Clean cut with little de-burring needed
Nice and square
I hope this is of interest and helpful
The home engineer




 Reply With Quote
Reply With Quote




Bookmarks