
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



After making the Counter Sink Sharpening Fixture about aweek ago made me think about other cutters I have, it just happened that the counter bores could use a little sharpening, so I decided to make another fixture for sharpening them.
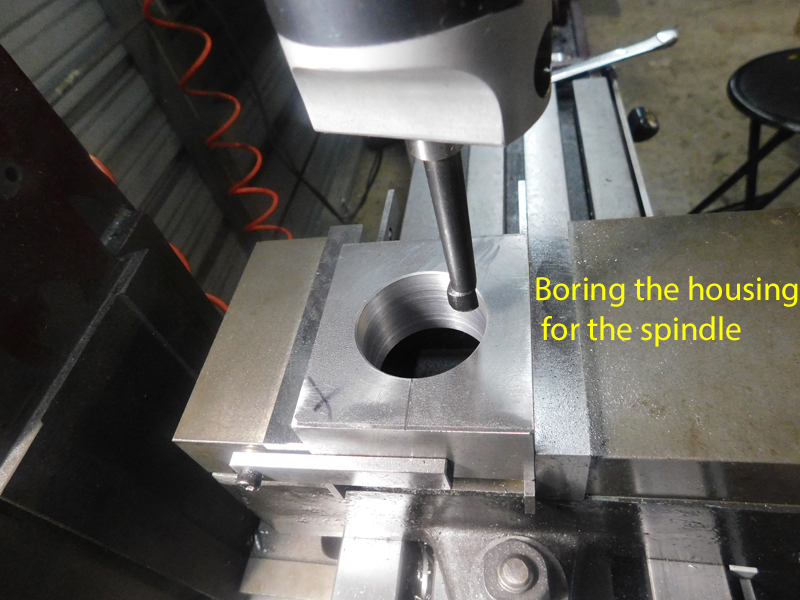
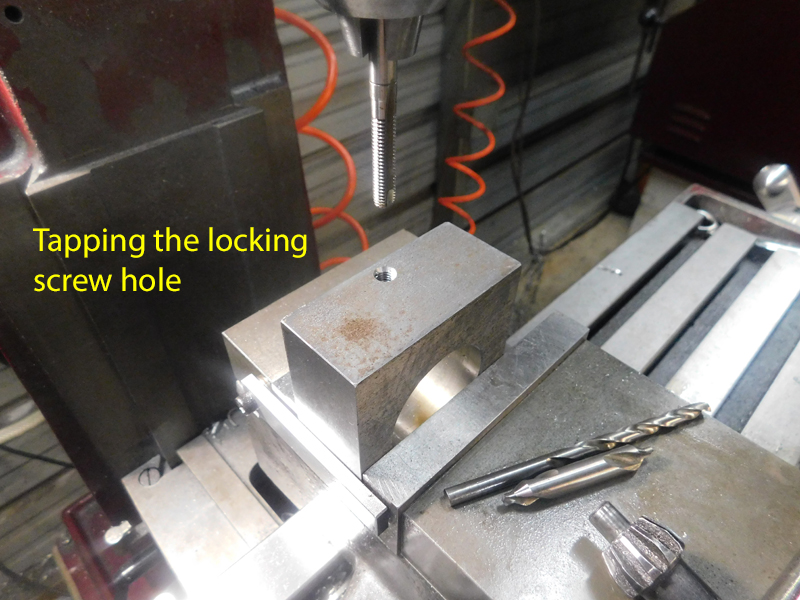
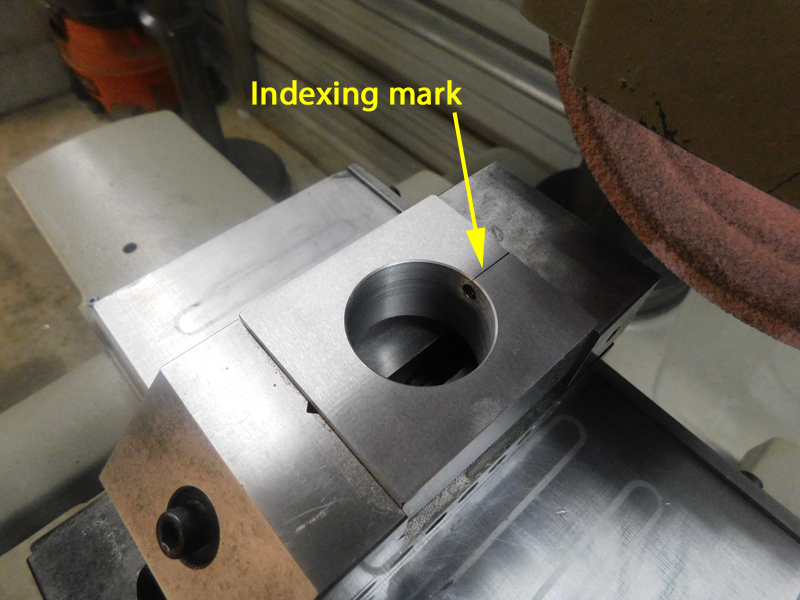
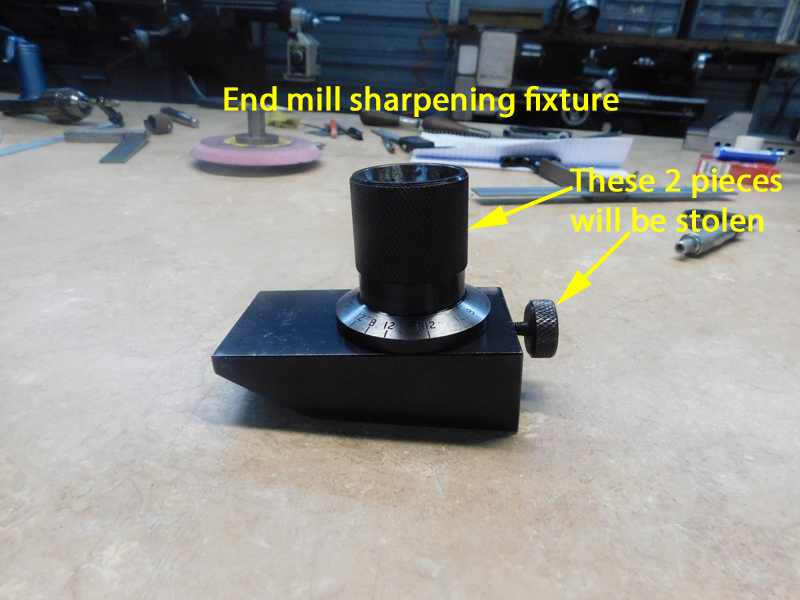
I utilized the 5C spindle from my end mill sharpening fixture; its one of those grinding fixtures that allows you to sharpen the primary and secondary angles on the bottom of an end mill, this 5C spindle already has indexing holes that's stamped 2-3-4-6-8-12 on its face, so all I had to do was make an 85° angle plate and bore it to accept the 5C spindle plus drill and tap an indexing lock screw hole.
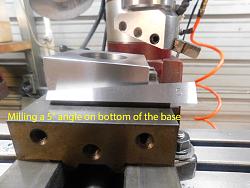
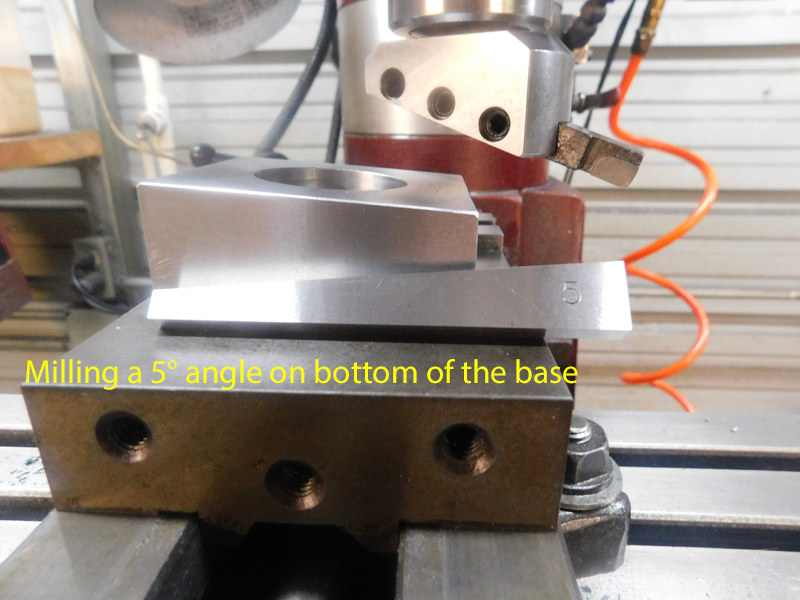
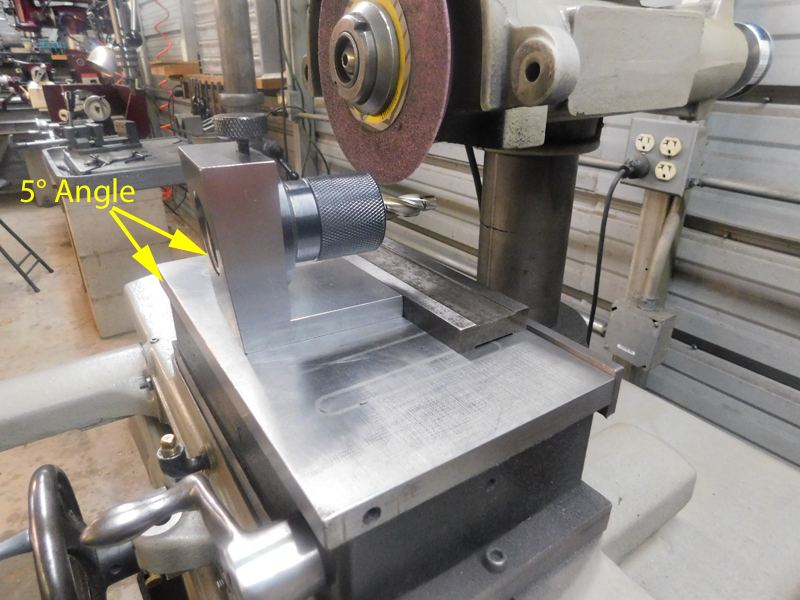
The angle plate consist of two pieces of 1018 steel, one piece is 1 ¼ X 3 X 3 and the other piece is 1/2" X 3 X 3 ½, the larger 1 ¼ piece is bored in the center to accept the 5C spindle along with a tapped hole in the top of the plate for the indexing thumb screw, the front edge of the plate was machined at a 5° angle for the cutters relief angle, after all the parts were completed they were then assembled and ground together as a whole unit.
Setup is quick and simple, you just sit the fixture on the magnetic chuck of the grinder with the 5° edge against the back rail on the magnet, the 5° angle is what gives you your cutting edge clearance.
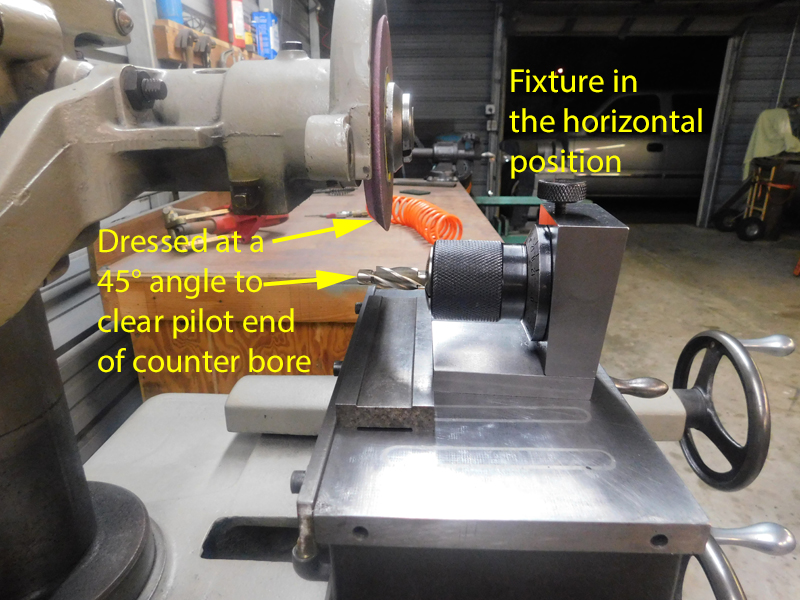
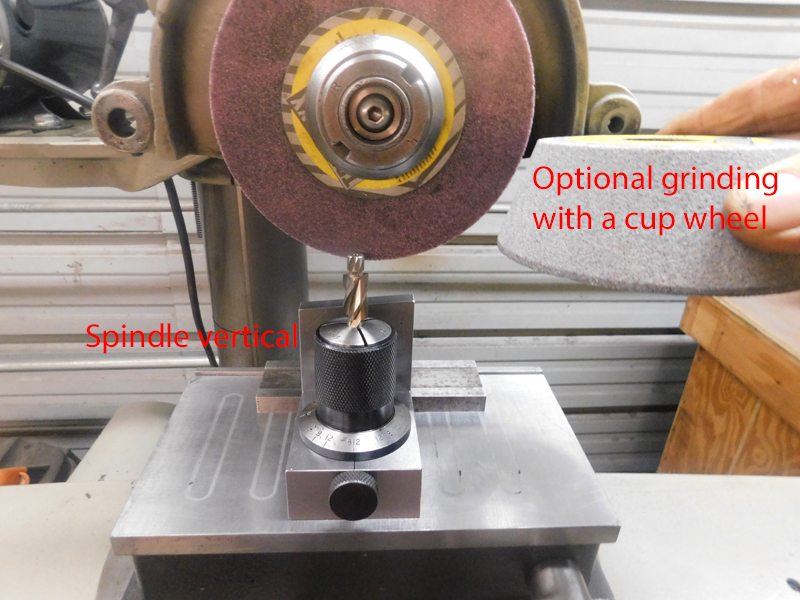
I took one of my smaller grinding wheels from the surface grinder and dressed it on one side at a 45° to clear the pilot on the counter bore, you can also sharpen counter bores using the milling machine with this fixture by making an arbor for a flared cup grinding wheel with a ¾ shank to fit a collet, install it into the spindle ofthe mill, crank up the RPMs and grind the cutting edges.
I have included a few photos of the machining processes along with a demonstration video.
As always thanks for looking and happy machining
Doug








<span style="font-family: Calibri"><font size="3"><font color="#000000">













 Reply With Quote
Reply With Quote


















Bookmarks