 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
if you need the castings for the fine feed send me an email artbouvier@hotmail.com



What a happy coincidence! I was just re-reading this thread from the beginning. I am starting from a very low level of machining experience and thinking that this would be a good project to cut my teeth on. I am just now trying to get my head around how you have converted the head from being fixed to being able to move up-and-down the column. Don't worry about replying, I'll keep reading.Originally Posted by master53yoda


Last edited by Matty_D; Apr 8, 2017 at 05:11 PM.

Replacing 50 and 51 in the drawing above with this angular contact bearing is what i would do for the lower Quill bearing, the upper bearing 52 can remain the same. Loosening the set screws on the right hand side of the column allows the head to be removed and also allows the head to float up and down the column. I use a linear actuator from a tread mill to raise and lower the head. on the current one i plan on using an Arduino stepper motor on a second Z axis for major moves and tie the lifting screw into the head to stabilize alignment. when i do this I'll write up a separate description. at present x and y loose their position when moving the head to make major changes Z.
Art B
https://www.amazon.com/5206-2RS-Bear.../dp/B002BBK0ZQ or http://www.ebay.com/itm/MRC-5206CFF-Ball-Bearing-Double-Shielded-No-Snap-Ring-Metric-30-Millimeters/152491239786
l

The angler contact bearing is also used on live centers

There is a video on YouTube in which a fella upgrades his Grizzly G0704 mill and because he was going to use it only in the vertical mode he disabled the angular movement of the head, which you don't have on a drill press. He then filled the interior with an epoxy concrete, isolating what was needed for operation, to give the head more mass. The concrete was made with marine epoxy and course sand, I don't remember how much weight it added but it would dampen any unwanted movement during operation. He hasn't finished the project but the first part would be worth watching.
Here is link to the 17 video series:
Last edited by Gramps43; Apr 13, 2017 at 05:58 PM.
Paul Jones (Apr 14, 2017), PJs (Feb 9, 2018)

Thank you for a very interesting thread. I have bought an engineering bench drill and compound table hoping to start milling, but unhappily the chuck and the collet holder are equally liable to pull out and I consider really I was sold a pig in a poke by the supplier. Unfortunately, I dont have the expertise to replace the bearing or install a lock screw.
There are currently 5 users browsing this thread. (0 members and 5 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote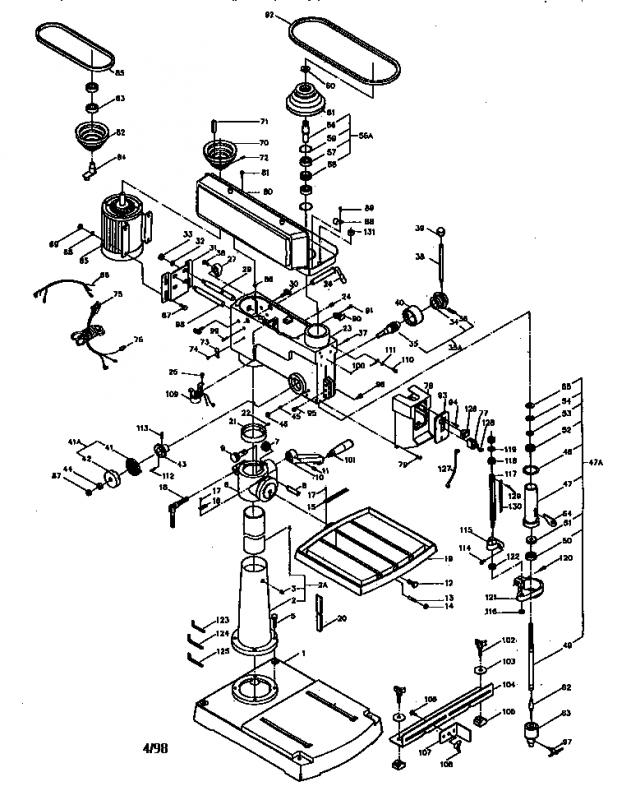{kind=link}
{kind=link}
Bookmarks