 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksI need to know if it is possible to turn a domed pulley for a belt grinder on a CNC by using the chuck to hold the work piece and lock the tool in the vice?



I need to know if it is possible to turn a domed pulley for a belt grinder on a CNC by using the chuck to hold the work piece and lock the tool in the vice?



Hi Bill,
This area is fine, though you might do better (quicker response) in the Help Me Build subforum.
If you'd like to have the post moved over there, just say the word and I'll take care of it.
Ken


If that works go for it

I don't see any reason you couldn't do that. I have seen video of people cutting threads that way. The only thing in question is whether your mill is large enough to handle the size of the workpiece. If the part you are cutting is smaller than the largest cutting tool you would use in your machine you are probably fine.
The bigger the pulley (work piece) is the more doubt there is. If you take very light cuts you might be able to get away with bigger parts.

Ok I will chuck it up and see what results I can come up with
Since I wrote my last reply I have remembered that I had done something similar in the past (although a smaller diameter). I held a boring bar in my machinist vice to cut an internal #1 Morse taper into a shaft. I held the shaft with a collet (rather than a chuck) since the shaft was a standard size and precision ground.
Good Luck!

Thanks again for the confirmation I sure didn't think I was the first to think about the idea. I would like to see how you held the collet
The collet I am referring to is the tool holding collet. My machine uses R6 collets so I took my 3/4" R6 collet and insert a 3/4" bar where a 3/4" end mill would typically go.

Ok I see that but, do you have a collet chuck secured on the table?
 straight.
Here is a link to a video someone else did on cutting external threads using the mill as a lathe. I have always y thought this was really cool bu I don't have a sensor on my spindle speed and don't really have a need to do this type of cut.
https://www.youtube.com/watch?v=Dlz0EUq6 "Pin It")
I made a tiny boring bar and clamped it in my toolmakers vice. The vice has a v-grove to keep round objects (i.e. my boring bar) straight.
Here is a link to a video someone else did on cutting external threads using the mill as a lathe. I have always y thought this was really cool bu I don't have a sensor on my spindle speed and don't really have a need to do this type of cut.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote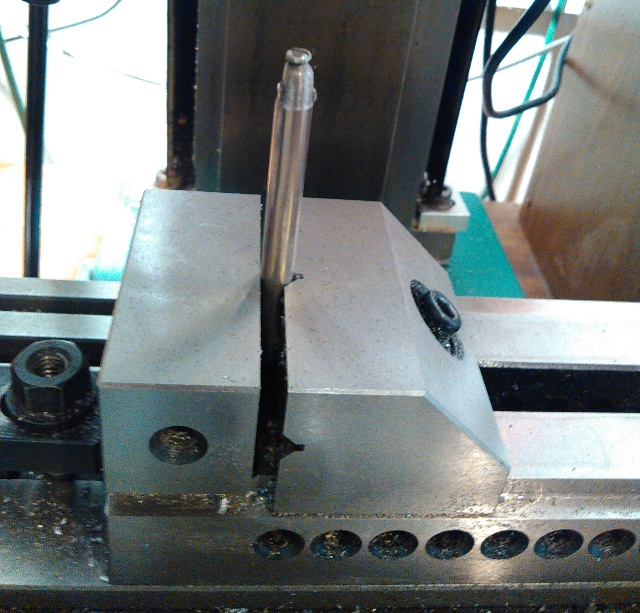
Bookmarks