
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


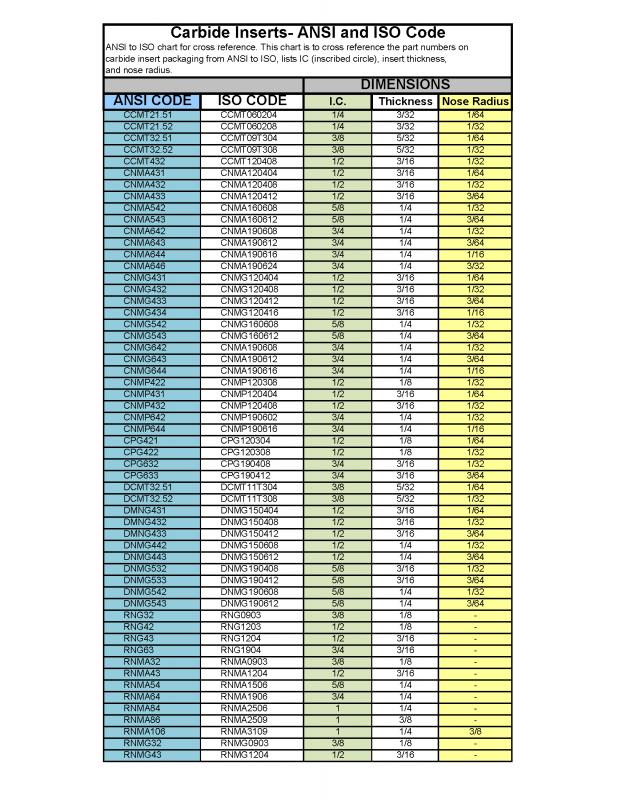
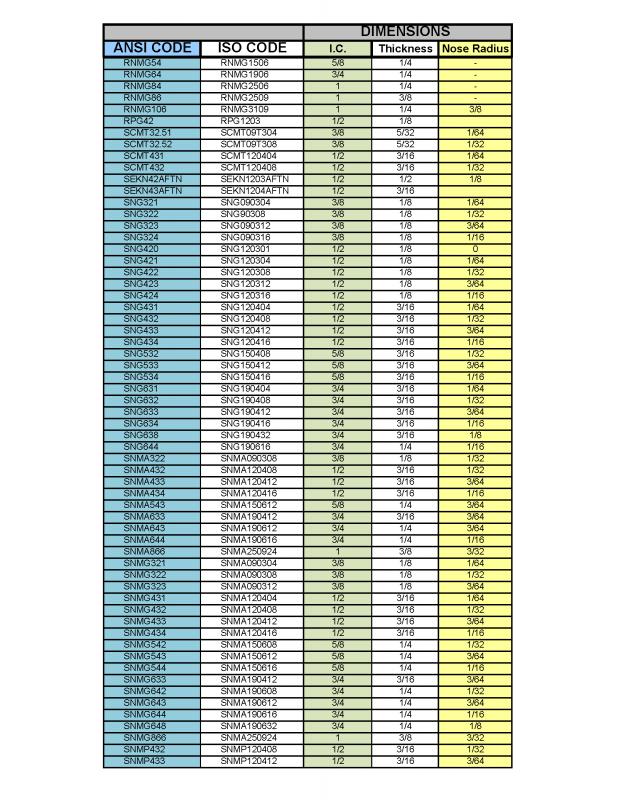
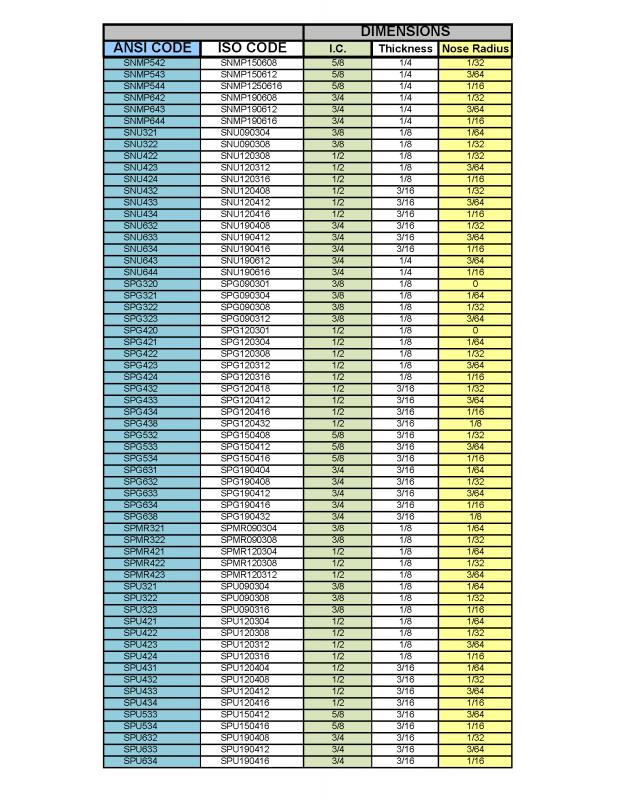
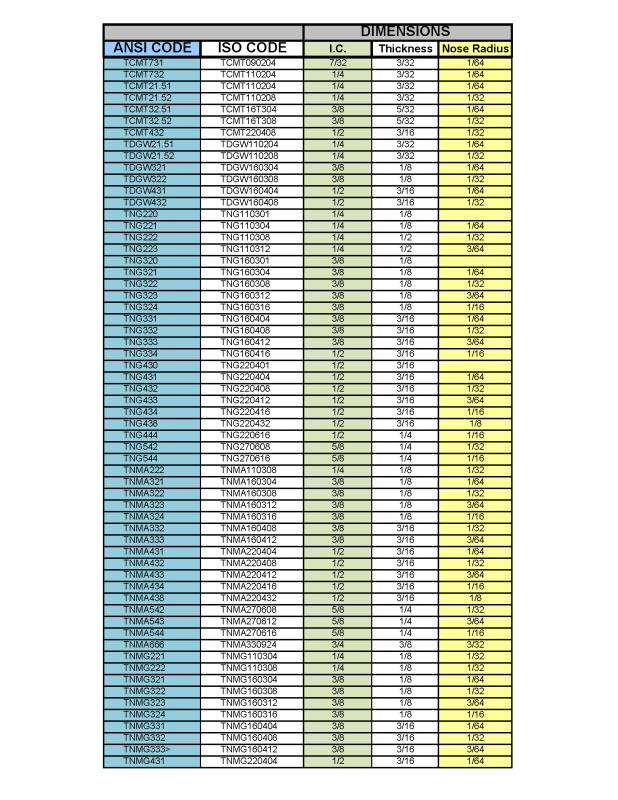
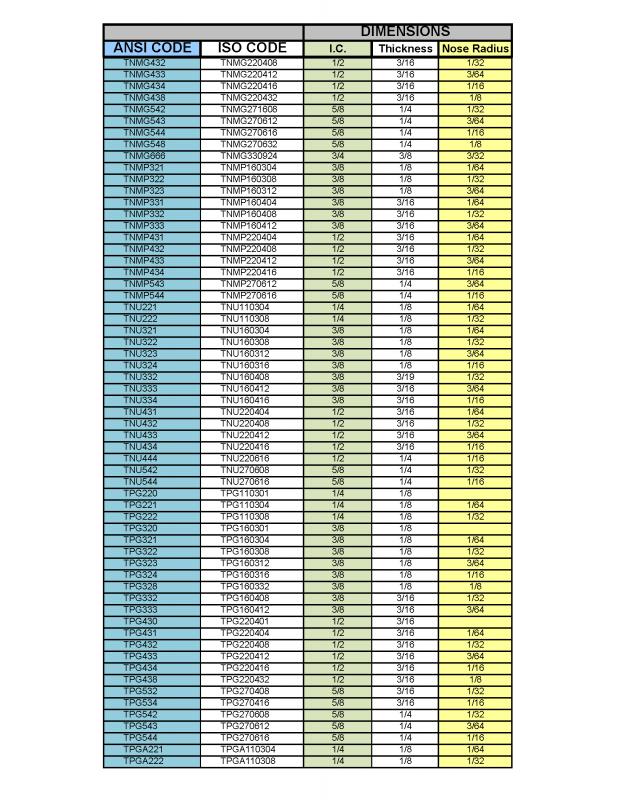
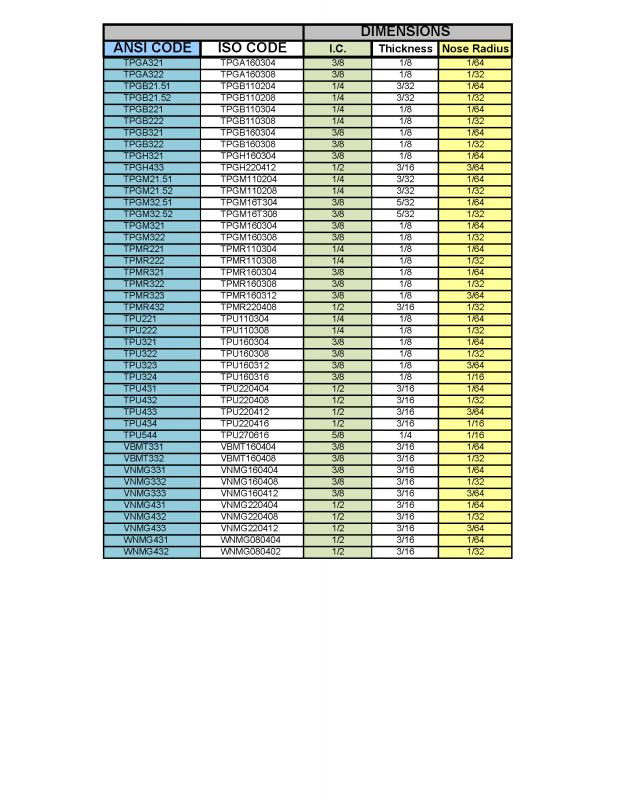
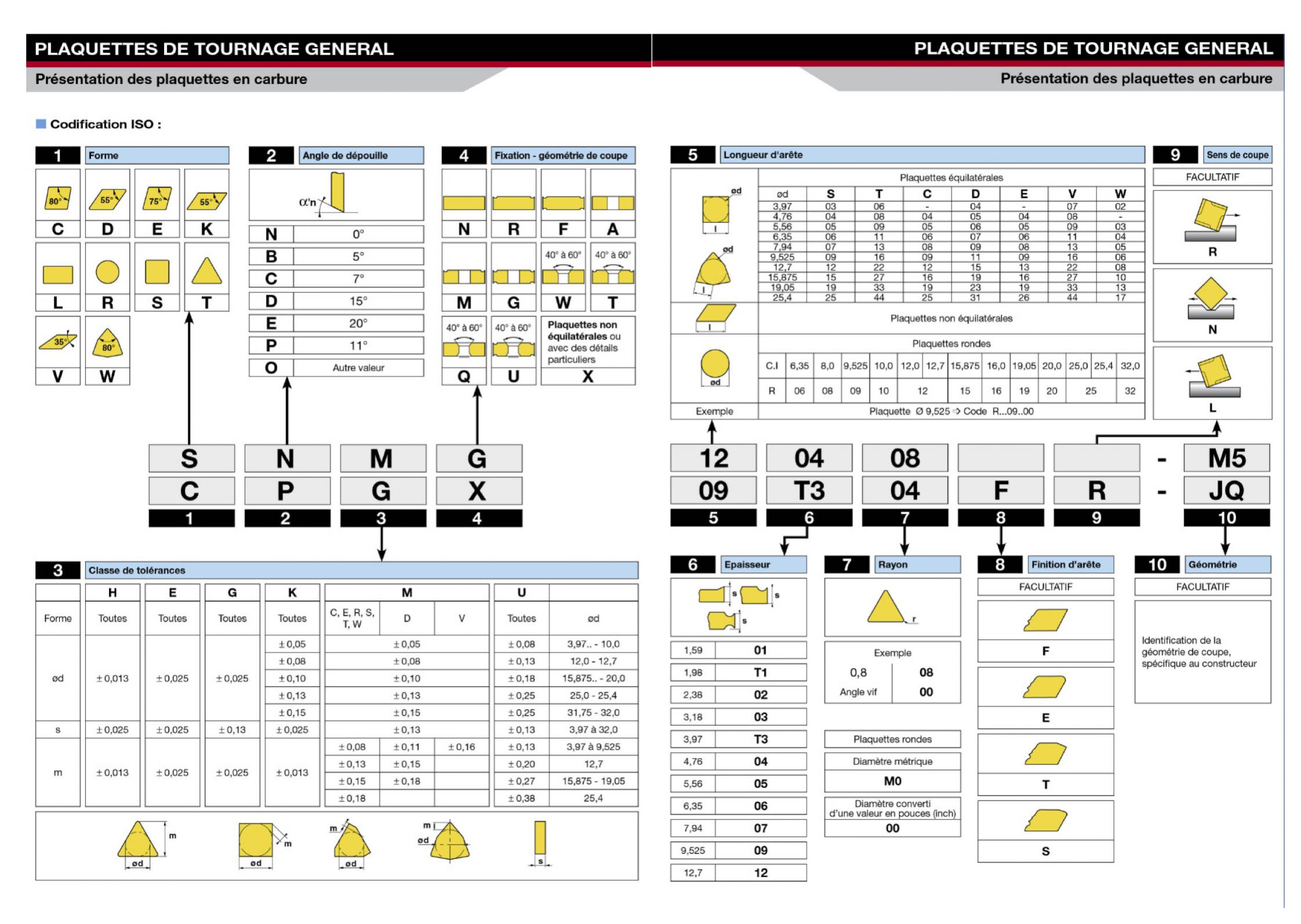
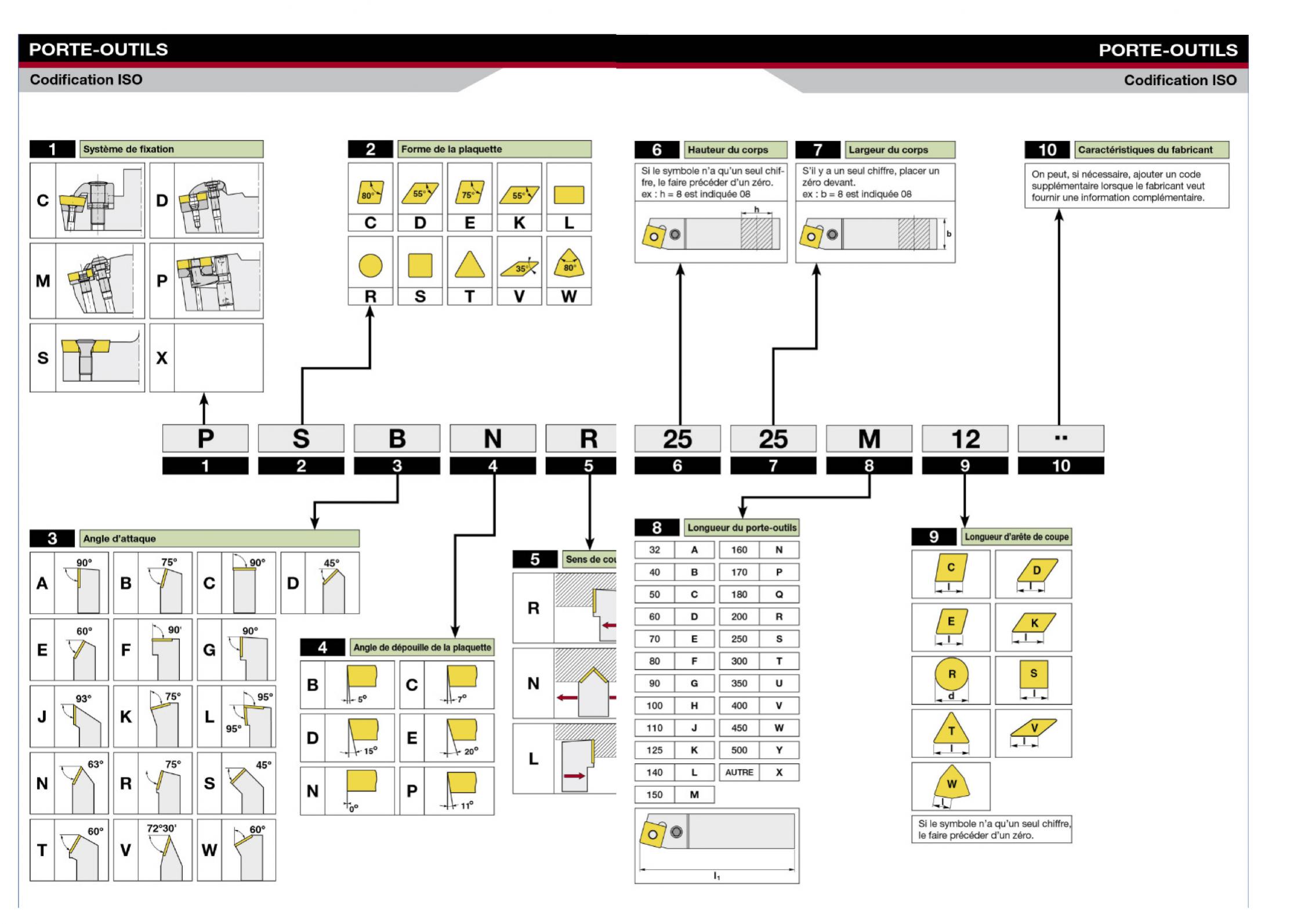
I've looked for a long time for some charts like this. ISO & ANSI insert designations can be confusing for me sometimes. After a long search I found these and thought they maybe useful to someone else too. A big thanks to qtstools.com which is where I found them.



 Reply With Quote
Reply With Quote









Bookmarks