
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
As I am at a stage to start machining the cylinder block for my 3” Foden steam wagon, I found my inline boring bars out which I made a few years back. The bars are made from stock diameter mild steel bar and range from 1” diameter to up to 2” diameter.
An inline boring bar is used to cut parallel radius or diameters. Unlike a normal boring head in a milling machine, the inline boring bar is placed between centres on a lathe, with both end’s of the bar being supported this makes the tool very ridged with less chance of any tool deflection. The bar is driven from a lathe carrier against a catch plate. The material once set in the correct position is clamped to the lathe cross-slide and and fed along the bed while the boring bar rotates cutting the component.
The way I have seen most inline boring bars made is too simply drill a hole in a round stock of mild steel, for a piece of high speed steel to be clamped with a grub screw to hold it in place.
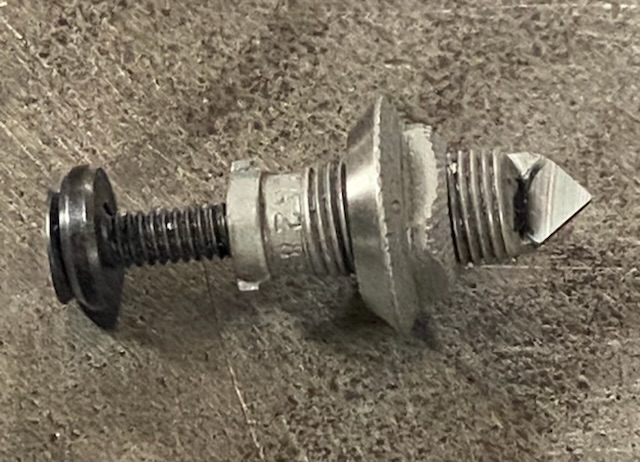
Below is an example of this simple style inline boring bar, I made years ago.
These work really well but are lacking the fine adjustment that is needed when trying to bore an accurate diameter or radius.
My solution to this problem was to use an item already on the market and adapt it for my needs. Devlieg micro bore cartridge. These are normally used in production. The boring tools would be setup in a tool room to cut the desired diameter or diameters. I say diameters as it is possible to set more than one cartridge to a custom boring bar. These can be used for roughing or finishing or both
The cartridge fits into a pocket with two slots. The cartridge has two keys which fit into these slots to prevent the cartridge from rotating when adjusting. There is a clamping screw at the bottom of the cartridge which is loosened to adjust the cartridge and locked up once set to prevent any further movement.
With this setup it is a lot easier to cut an accurate diameter or radius.
To cut larger radius, I made an adjustable holder out of mild steel and held this in the traditional way an inline boring bar would hold the high speed tool bit, but in the end of the steel I added the micro bore cartridge for fine adjustment. This allows the tool to be adjusted roughly to the desired radius but still have the option to feed the tool out to the finished diameter.
The photos below will hopefully clarify the inline boring bars.
Inline boring bars
Bar counter bored then centre drilled to prevent any damage to centre if dropped etc.
Devlieg micro bore Cartridge.
Pocket in bar to accept micro bore cartridge.
Cartridge in place.
Large radius inline boring bar.
Another view of large radius tool.
A selection of cartridges purchased from eBay.
Marking out to show how much material is too be removed. With the adjustment of the cutting tool accuracy is easier to achieve.
Below is a short video of the tool cutting the chimney saddle casting.
Thank you for viewing
The Home Engineer











 Reply With Quote
Reply With Quote















Bookmarks