

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


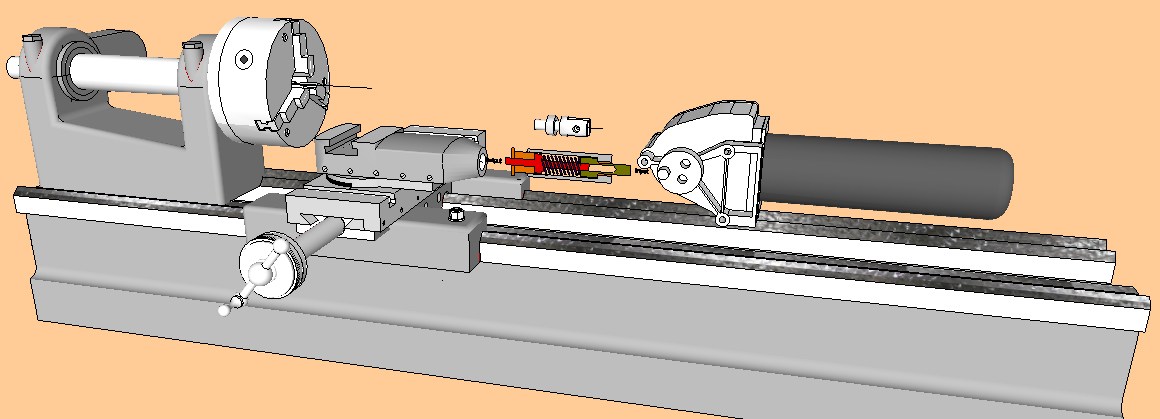
I have watched several videos on YouTube for broaching internal keyway slots using the lathe carriage while holding the part in the lathe chuck with the lathe totally powered off. In this example I cut a 5mm wide by 2.51mm deep slot in a 40 tooth gear bored to 18mm ID. The gears are for a replacement change gears to a 12” swing geared-head lathe (see Homemade Change Gears).
Using the 90 degree end of a 0.500” boring bar with a 3/16” square HSS tool blank ground with 10 degree relief angles, I cut the 5mm wide keyway slot. Grinding the cutting faces on the HSS is done with the longer tool blank. The shorter HSS cutting tool is cut from the larger piece of HSS stock using a Dremel tool with a reinforced abrasive wheel and before completely cutting all the way through, the shorter section of HSS is snapped-off in a vise.
The boring bar set-up uses another longer piece of 3/16” square HSS tool blank to align the boring bar horizontally using a test dial indicator. Also, the QCTP is adjusted to a height to center the cutting tool with the keyway slot (and knowing the distance from the cross slide top to the lathe center). I used a digital height gage to set the HSS tool height.
Broaching began after replacing the longer HSS blank with the newly ground broaching tool. Make sure the lathe chuck is locked in the lowest spindle gear to prevent it from moving. I also used a soft jaw ratchet bar clamp to ensure the chuck could not move. Each broaching pass was feed in increments of 0.001” to 0.002” with the lathe cross slide in order to prevent the cutting tool from hogging into the ID wall. Use plenty of cutting oil. Originally I had planned to use a 0.625” diameter boring bar that holds ¼” square HSS cutters so I could grind the larger HSS tool down to 5mm (0.197”) wide. However, in this case, the 18mm (0.709”) ID hole provided too little clearance for both the boring bar and cutting tool. I used the 3/16” (0.1875”) square HSS set to two different vertical heights to cut the keyway slot to the final 5mm width and checking the slot width using a gage pin before removing from the chuck.


 Reply With Quote
Reply With Quote











Bookmarks