

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


The sleeves are 0.999" in outer diameter by 3” long and machined from 4140 steel. The sleeves inner diameters hold exactly 3/8” and ½” diameter solid carbide shank boring bars. The boring bars are secured with three 10-32 stainless steel setscrews. Each of the setscrew end-points were machined flat to protect the expensive solid carbide boring bars from damage.
The boring bar sleeves fit into a BXA boring bar holder for 1” diameter boring bars and sleeves. The new boring bar sleeves IDs were reamed to 0.375 and 0.500 inches to hold the solid carbide boring bars designed for CCMT 21.51 carbide inserts. The solid carbide boring bars are precisely made to be 0.0005” undersize and fit snuggly but easily into the reamed holes in the sleeves. I like the extra rigid support provided by the BXA boring bar holders over the BXA turning tool holders with V-grooves to accommodate boring bars.
Boring bare sleeves with boring bars and BXA boring bar holder
Boring bar sleeve for 1/2" dia.
Flat point modification for 10-32 setscrews
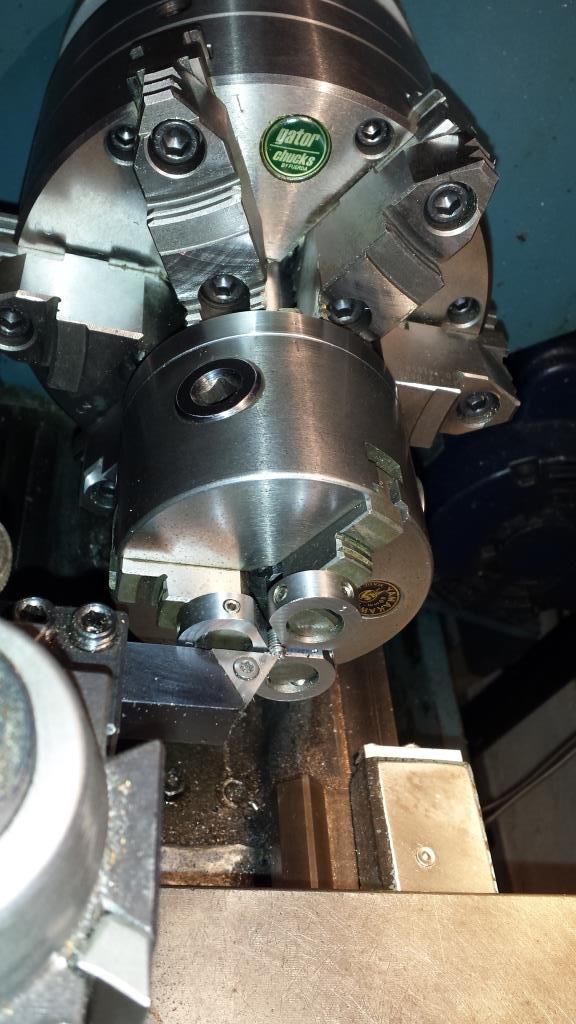
Machining the flat points on the 10-32 set screws using 3” chuck with toolmaker mini-jaws for hold small parts (see more on this at http://www.homemadetools.net/forum/m...0117#post11982 ).
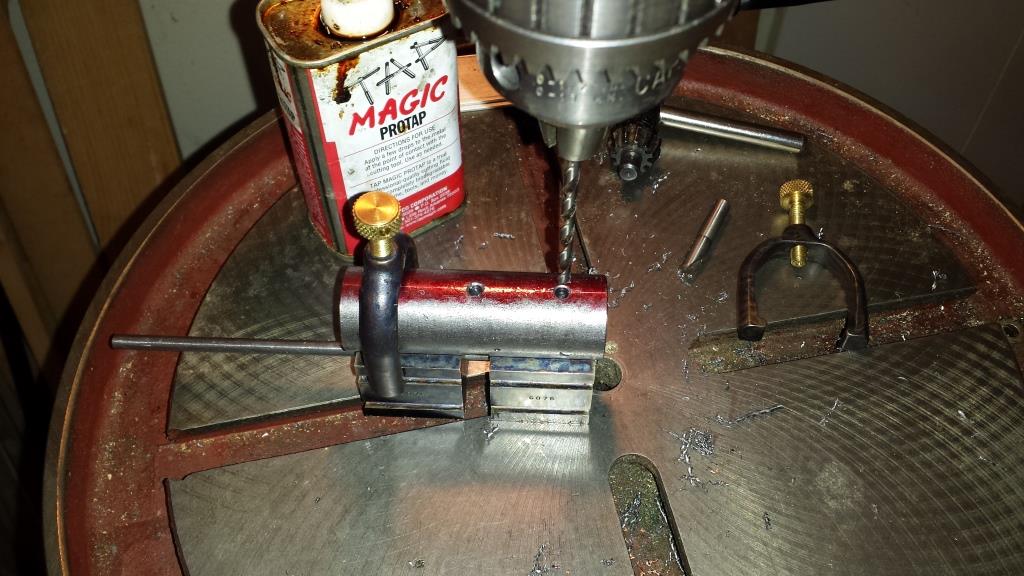
Drilling and taping the boring bar sleeves

Unfortunately while spot drilling the holes, the tip of a #0 long shank center drill broke off in one of the 4140 steel sleeves. I had to use a 1/8” dia. carbide end mill to remove the HSS remnant stuck in the hole. The HSS removal worked and the part could be saved. The small milling machine in the photo is a modified Unimat lathe (see more on this at http://www.homemadetools.net/forum/m...00-lathe-10111 ).
Thank you for looking,
Paul







 Reply With Quote
Reply With Quote



Bookmarks