 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksThis thread has been moved to the Must Read subforum. Congrats (and thanks) to Rick for making such a valuable contribution!




This thread has been moved to the Must Read subforum. Congrats (and thanks) to Rick for making such a valuable contribution!


Thanks Rick, Great post.
I'm thinking of typing your values into Excel to convert to metric, I know its sad being in Europe. Not long now - perhaps we can switch back to Imperial.
(In UK)
I just have to build my new hydraulic press now, my other press is a steel box section built cider press which was going for scrap
all the best J.

Citizen of the "New democratic" Republic of Britain, liberated from the EuroNation
PTSchram (Mar 23, 2018)

I guess this is another case of "the grass is always greener on the other side". I rarely work in metric but wish I had been born into a country that embraced it. Imperial is what I know and use but it never made a lot of sense to me. Neither does wire gage, letter drills, and number drills. Working in fractions is also unnecessarily complex and error prone.Originally Posted by MeJasonT

Rick
Rick


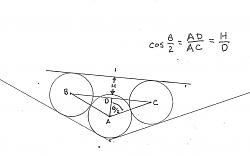
There's an old trick for measuring angles that might be applicable to this problem.
If three rollers of the same diameter D, are placed in the bend and the two upper rollers pressed by a flat surface until the distance of that surface from the middle roller is H, the resulting angle is theta.
In the measurement problem, H is measured and theta is derived from the equation shown. For the bending problem, one would calculate the required H from the desired angle, theta and press until that H was achieved. Perhaps, making a spacer of the desired H would simplify the process.
---
Regards, Marv
Failure is just success in progress
That looks about right - Mediocrates
Paul Jones (Oct 19, 2017)


The problem with air bending or bending metal using any method is all of the mathological calculations in the world will not yield the true finished angle of the metal after bending and released each and every time, due to whats known as spring back. Even the softest of metals with the lowest tensile strength will have a certain amount of natural tendency to try and remain straight. the thicker and higher the tensile strength the mode it spring back there will be
Sure this can be calculated into the final equation and will yield close results but if one takes 4 square pieces of metal cut from the same sheet careful not to turn or flip them then mark each one so you will know the front from the back and the edges A.B.C.D. then bend 1 piece face up bending edge A &C bend 1 piece face down bending edge A&C then do the same again for the remaining 2 pieces this time bending edge B&D making all bends with the same amount of pressure and to the same stop each time you will have 4 different bend angles every time. Albeit minor the angles will be measurable particularly if you use Marv's vary accurate way of measuring angles
Using Rick's method of predetermining the desired final bend angle will work quite well and yield repeatable bends for general purpose bending providing the exact same bend pressure is used each time higher pressures will cause thinning of the bend at point of contact between the punch the intended part and the stop gauge
Last edited by Frank S; Oct 18, 2017 at 02:43 PM.
Never try to tell me it can't be done
When I have to paint I use KBS products
Paul Jones (Oct 19, 2017)
I was wondering when someone would raise the issue of springback.
Of course, a little experimentation will quickly reveal how much greater the bend angle must be to result in the desired final angle after springback.
I've never yet encountered a situation where the bend angle had to be better than the usual TLAR standard.
---
Regards, Marv
Failure is just success in progress
That looks about right - Mediocrates
Marv if the bend angle needs to be spot on then it should be bent with a forming die and punch which can have the angle preset
most guys will hardly ever need to bend anything much thicker than 3/8" or 10 mm even when bending narrow strips for brackets.
grain orientation is not normally a factor in bends from 1 to 90° after the bend angle surpasses the 100° mark to a full fold of 180° the thicker the material the greater the importance of grain orientation becomes a one point on thicker metals it becomes necessary to normalize the bend area by annealing the material
Note the name of this thread can be confusing to some as the accepted way to describe a bend angle is taken from the plane of the base material starting with Zero ° angle up to 90° what some may think of as a 135° angle is actually a 45° angle a true 135° angle would be that which has been bent 45° past 90° true.
Never try to tell me it can't be done
When I have to paint I use KBS products
Paul Jones (Oct 19, 2017)

Nice I "think" but I do not understand.
I need to see some pictures of the bent piece or better yet a video of the whole operation.
Ralph
Duh, that is the problem with posting when you should be in bed and you had a couple of nightcaps.
I read >90° but was looking for <90° so the images did not work, Duh.
Now I see it, works great.
Ralph
Last edited by Ralphxyz; Mar 23, 2018 at 09:23 AM. Reason: Duh

I can see having a handful of various sizes of drill rod handy for either bends that one might make frequently (we all have something we use a lot of, I can never have enough sheetmetal tabs somehow), or otherwise, and another drill index with drill r "Pin It")
Love it for the simplicity. Anotheer elegant solution, but just what I needed, another excuse to buy more drill rod as I kinda get cranky about drill bits used for other than boring holes :-)
I can see having a handful of various sizes of drill rod handy for either bends that one might make frequently (we all have something we use a lot of, I can never have enough sheetmetal tabs somehow), or otherwise, and another drill index with drill rods would not only be handy for this application, but for hole sizing, layout, etc.
I think I just talked myself into the need for a pile of drill rod and another drill index/stand!

First a big thank you for yet another well written and lucid write up.
The metric system has its advantages but some of the so called imperial based systems are also well thought out. Screw threads are one example with the ratios clearly set up for manual lathe cutting. Metric threads on the other hand seem to be hostile to a lathe.
In any event I work in the optics industry and the use of metric and English parts and measurements is extremely common. Sometimes common to the point of stupidity. I can't even imagine what would cause an engineer to design a plate with both M5 and 10-32 screws in it.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote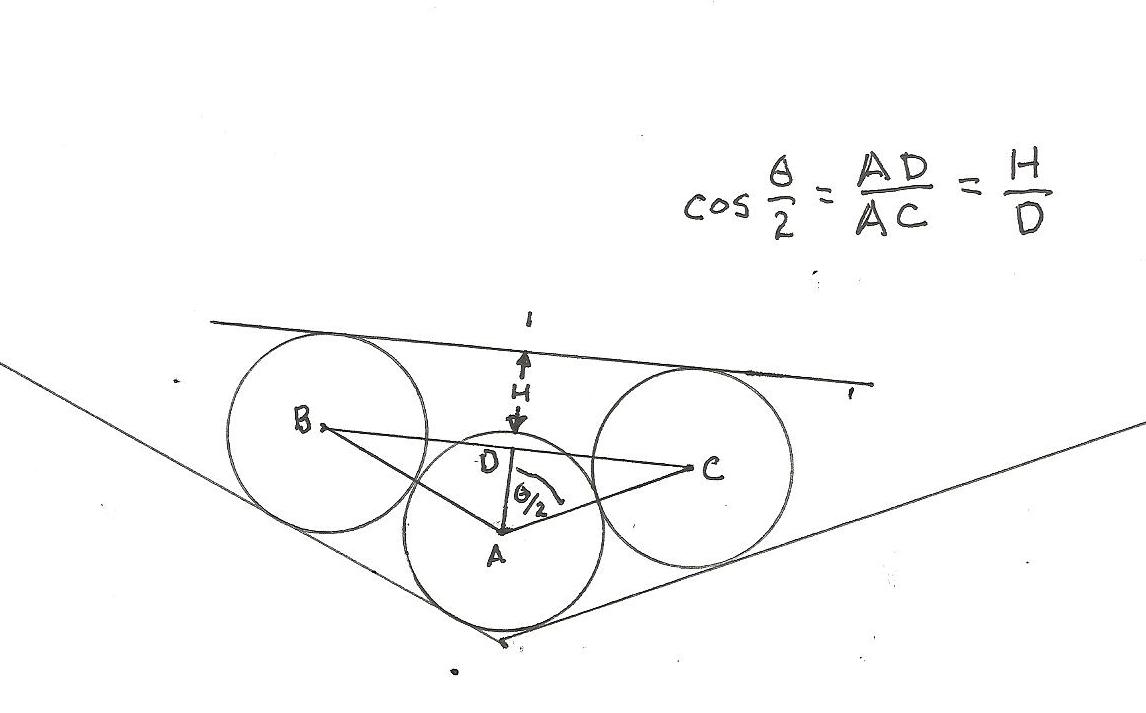
Bookmarks