

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


To save milling of contours [profiling] nothing beats a vertical bandsaw. In small cuts, throat plate needs to be flush, and with slot just wider than blade. At this instant flush a bigger issue.
After visually marking 4 equidistant spots, 2 magnets provided a Vee block like locator fixture. Quick work, #29 drill for 8-32 set screws.
Don't use stainless screws, unless purchasing length compatible for plate thickness and depth of recess. They're difficult to shorten and chamfer new corner of thread.
A simple matter, adjusts screws to be in an even plane with saw table. I recommend a block with a fairly sharp corner to verify flush condition.
Slot width I can't remedy immediately. That will be a pressure plate set-up in the lathe, for OD [+/-.002] and narrow chamfer of bottom edge. Probably 2nd use of improved saw will be roughing out it's own new plate[s]. Then after turning and scribing centerline, it'll saw the slots. Aluminum seems favored for throat plates, less potential damage to blades. I prefer steel, as generating less frictional interruption between table and plate. Some saws have a loose dowel hole to keep plate in line with blade.
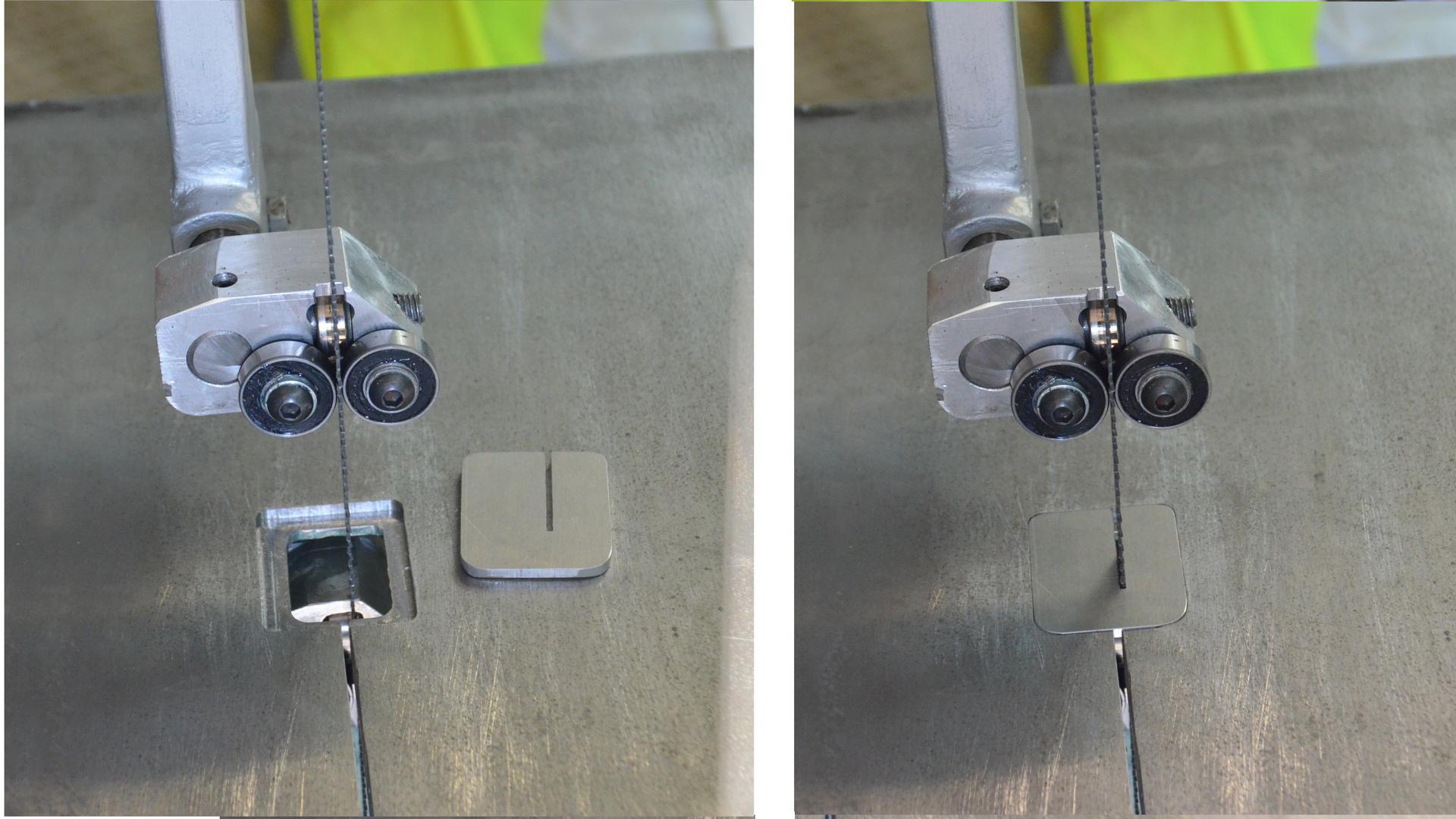
Below is tonyfoale's plate; far more correct execution than original you see modified above. While circular plates are infinitely more common, a rectangle or square is superior. Round is just a manufacturing convenience. Why on earth the plate is so widely slotted is beyond me.



 Reply With Quote
Reply With Quote





Bookmarks