

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



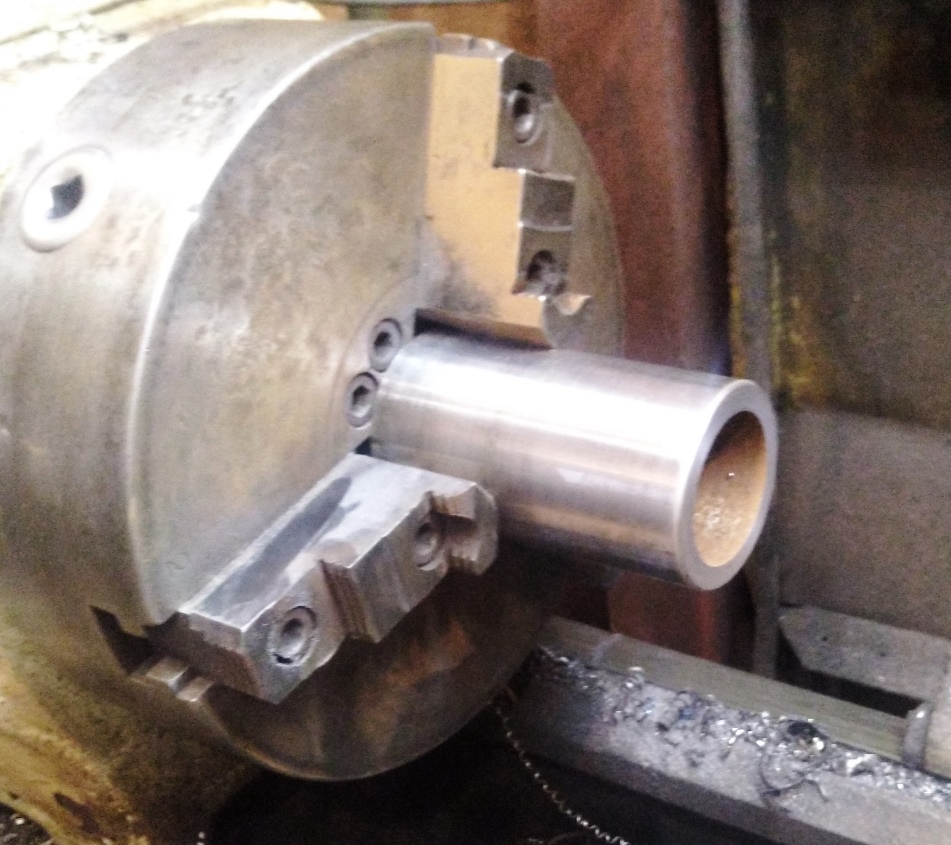
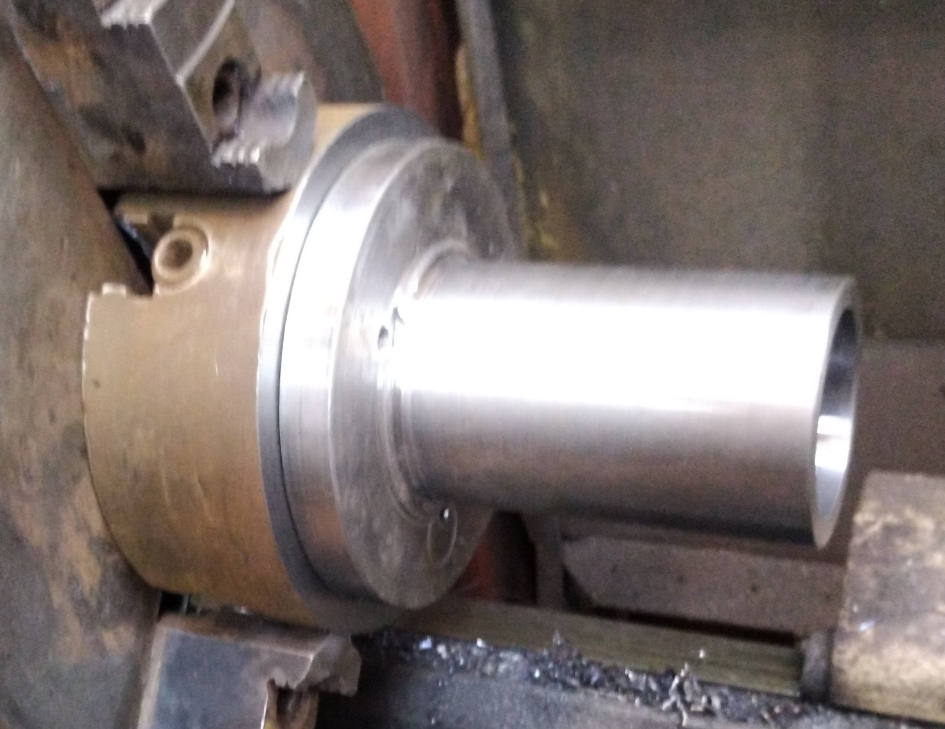
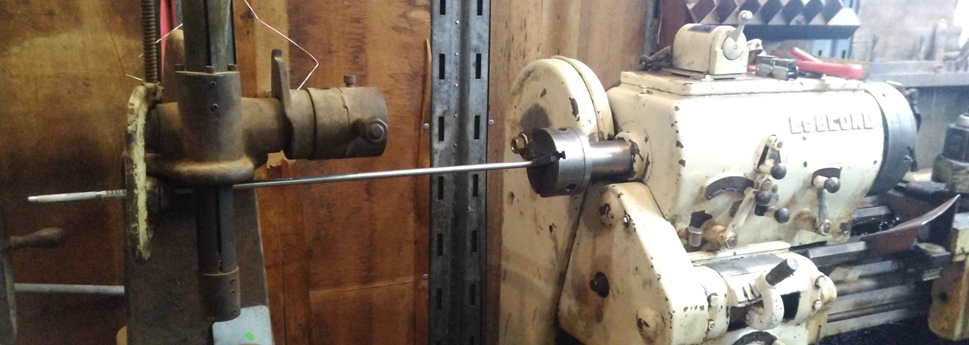
lately I have been turning a few longer cylinders that reach all the way though my lathe spindle. I have been making do by clamping a bearing to an arbor press but that is really limiting and not particularly convenient or the best way to support these cylinders. also no guarantee of being concentric with the chuck either. I decided during this little cold snap that it might be a good time to come up with a way to mount a chuick on the back end of my spindle turning the lathe into a double chuck lathe of sorts, but why stop there since I sometimes have to use a 4 jaw on square stock Si I made the adapter to accept both a 3 jaw and a 4 jaw chuck.
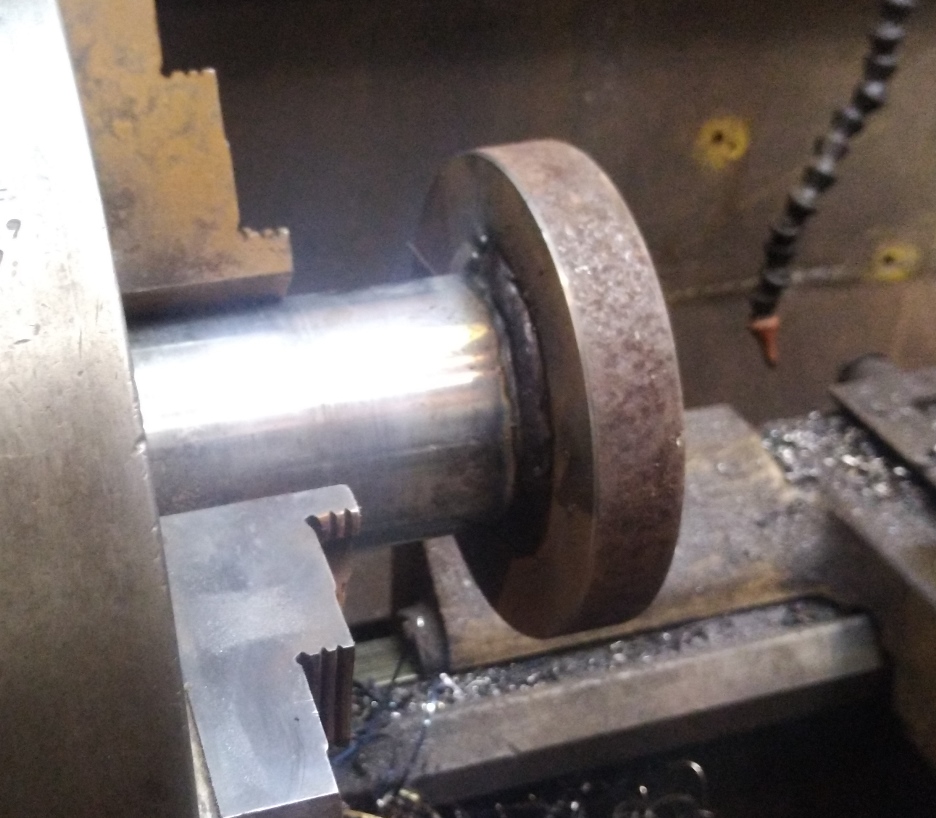
press fit

tap fit
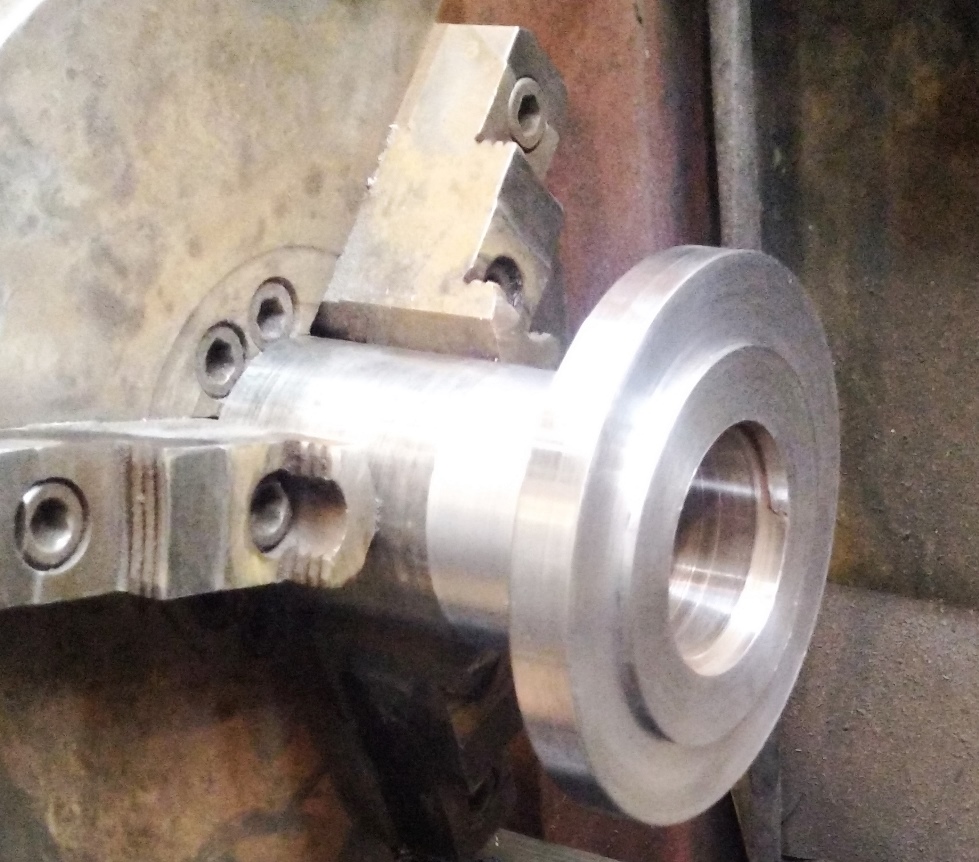
tap fit for the modified 4 jaw
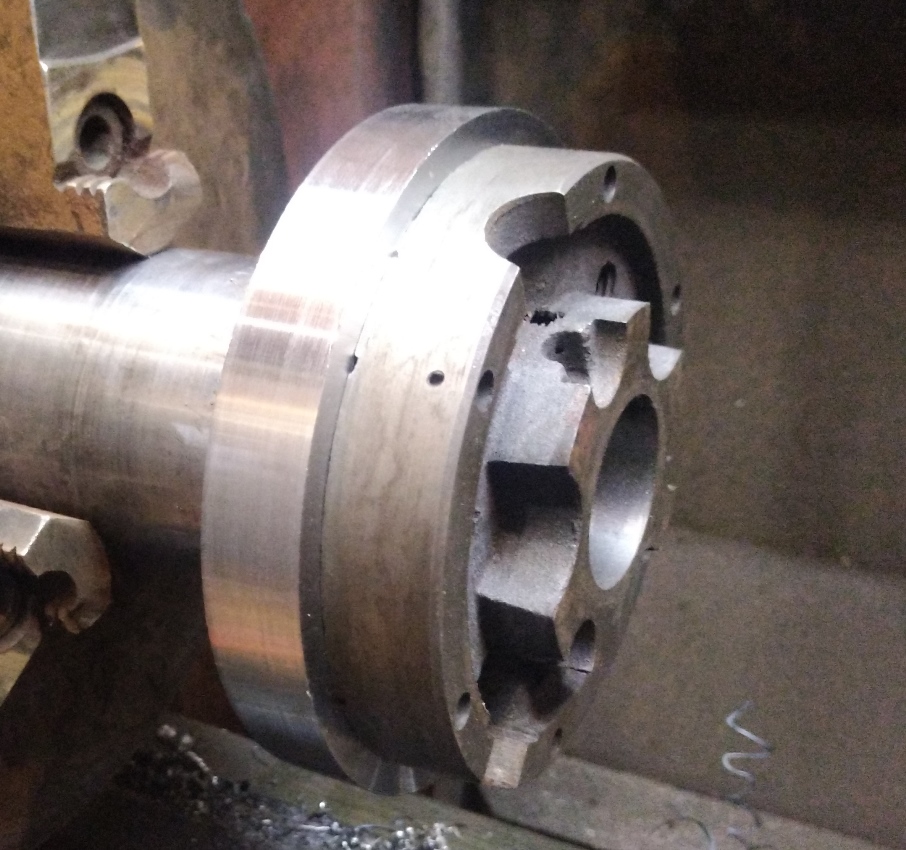
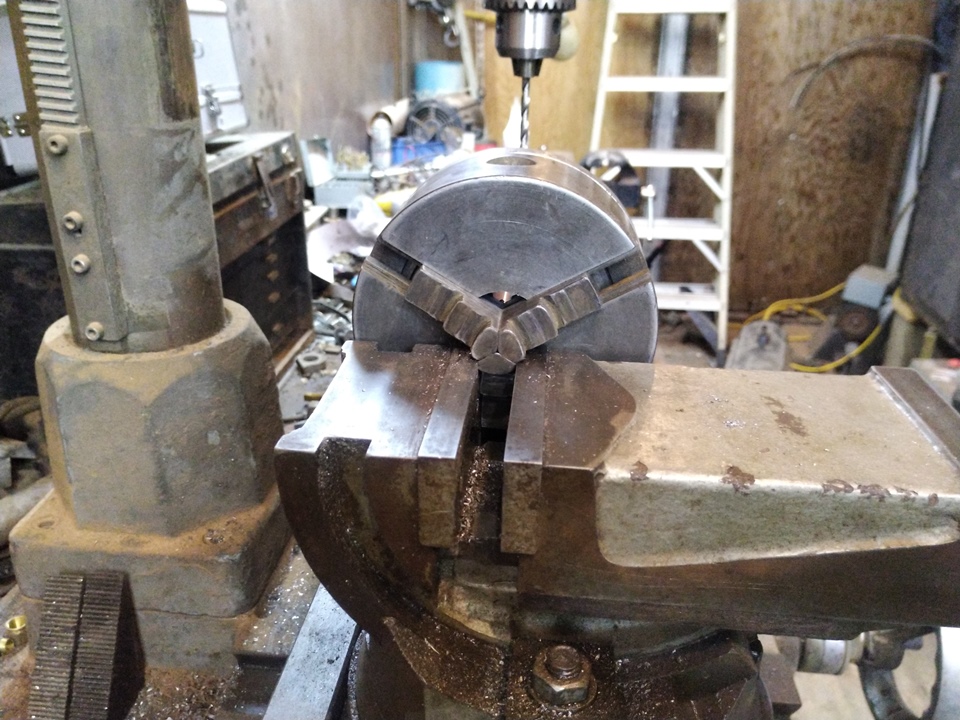
What better way is there to locate holes 120° apart around the adapter
that to clamp on a jaw and support the end with a machinist jack
Had to die grind with a small bur to gain clearance
One reason I hardly ever do videos is for one I don't care for them 2 I find them a royal pain to do. but if I do upload a video they are usually short. This shows the runout of the adapter which is near zero the only movement I found in the indicator while running the lathe at full speed was when it passed a nick in the adapter that was caused when I was spot milling for the chuck mounting bolts.







 Reply With Quote
Reply With Quote



Bookmarks