
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Many roller bearing axle bearings are actually a little on the delicate side when it comes to the cage holding the rollers in place after all to be fair the cages are designed to keep the roller from touching each other not to hold them in place.
I've seen countless mechanics make the mistake of just using a cylinder of some kind that had the proper OD to drive an axle bearing into the housing. Only to find that they had knocked the rollers out of the cage. Or they will use an install tool which is part of a set of disks with a mild locating step, while thinking that because they used a tool from a multi hundred dollar set it must be the proper way to do the job.
Not so says I,
The proper tool to install one of these bearings must have a pilot long enough to reach complexly through the bearing this prevents the rollers from possibly falling out of the delicate cage often made of plastic
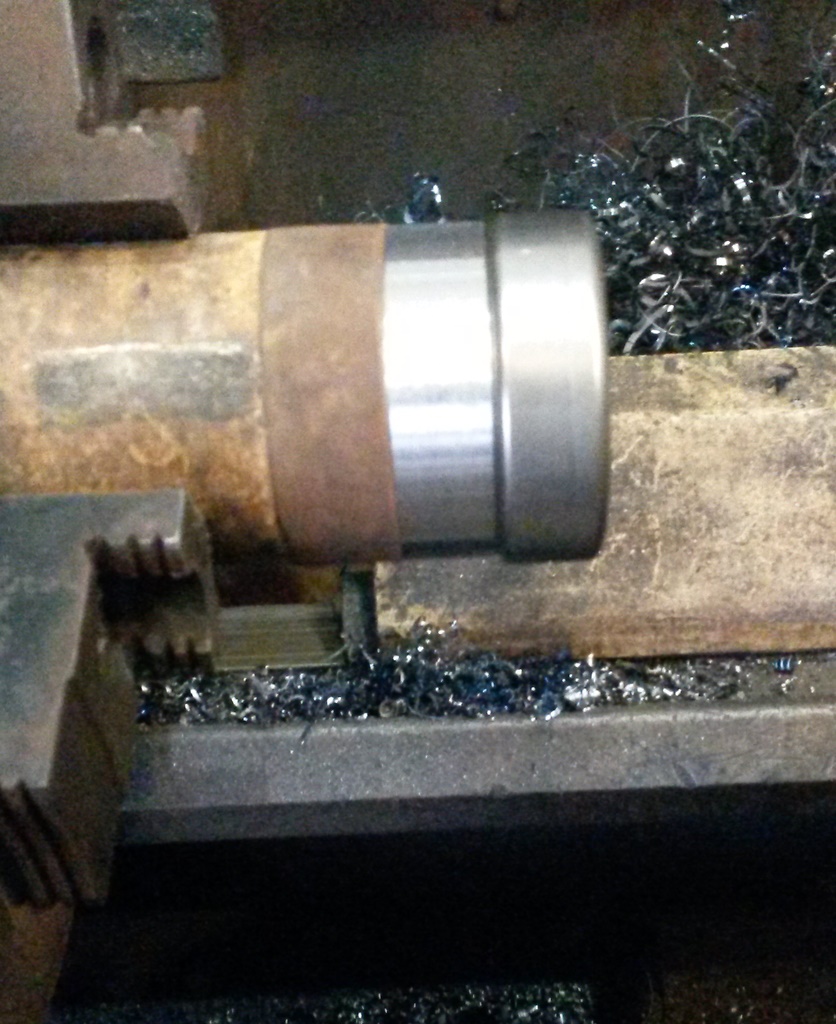
Here is what I did first i located a scrap piece of cylinder then turned it down for the pilot
there was no reason to turn it any further. Later I might part it off and drill the center to fit my driver handle just because it would take up less space in a box.
Bearing driven home
The plus side is if I polish the surface and radius the end I can use the same tool to install the seal





 Reply With Quote
Reply With Quote











 (if you ever heard his radio advert for the product). The machine now is for snow removal. I just want it to start reliably.
(if you ever heard his radio advert for the product). The machine now is for snow removal. I just want it to start reliably.


Bookmarks