 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksReading through Tony's original post is loaded with information:
Shear tools for lathe work.





Thanks olderdan! We've added your Shear Tool to our Machining category,
as well as to your builder page: olderdan's Homemade Tools. Your receipt:

New plans added on 01/17/2025: Click here for 2,706 plans for homemade tools.


Thanks for posting that tool, it's the same technology with the use of an particular angle on a radius tool than we use on the shaper for superfinishing ?
NortonDommi (Feb 4, 2021), olderdan (Feb 1, 2021)

That's right, Okapi - AFAIK the geometry was originally discovered for shaper finishing tools,
and for lathe work there seems to be consensus regarding <3 thou DOC, slow speed (<500 spm) and ultra-fine feed.
Tedious to watch while turning, but then there's always some coffee to drink too...
Some machinists report not having good results with carbide inserts, as they don't have very sharp cutting edges
(their rounded-off edges are a design trade-off for keeping up those crazy high speeds & feeds and big DOCs).
As I want to experience this further by comparing carbide tip and HSS shear tools for small work finishing-
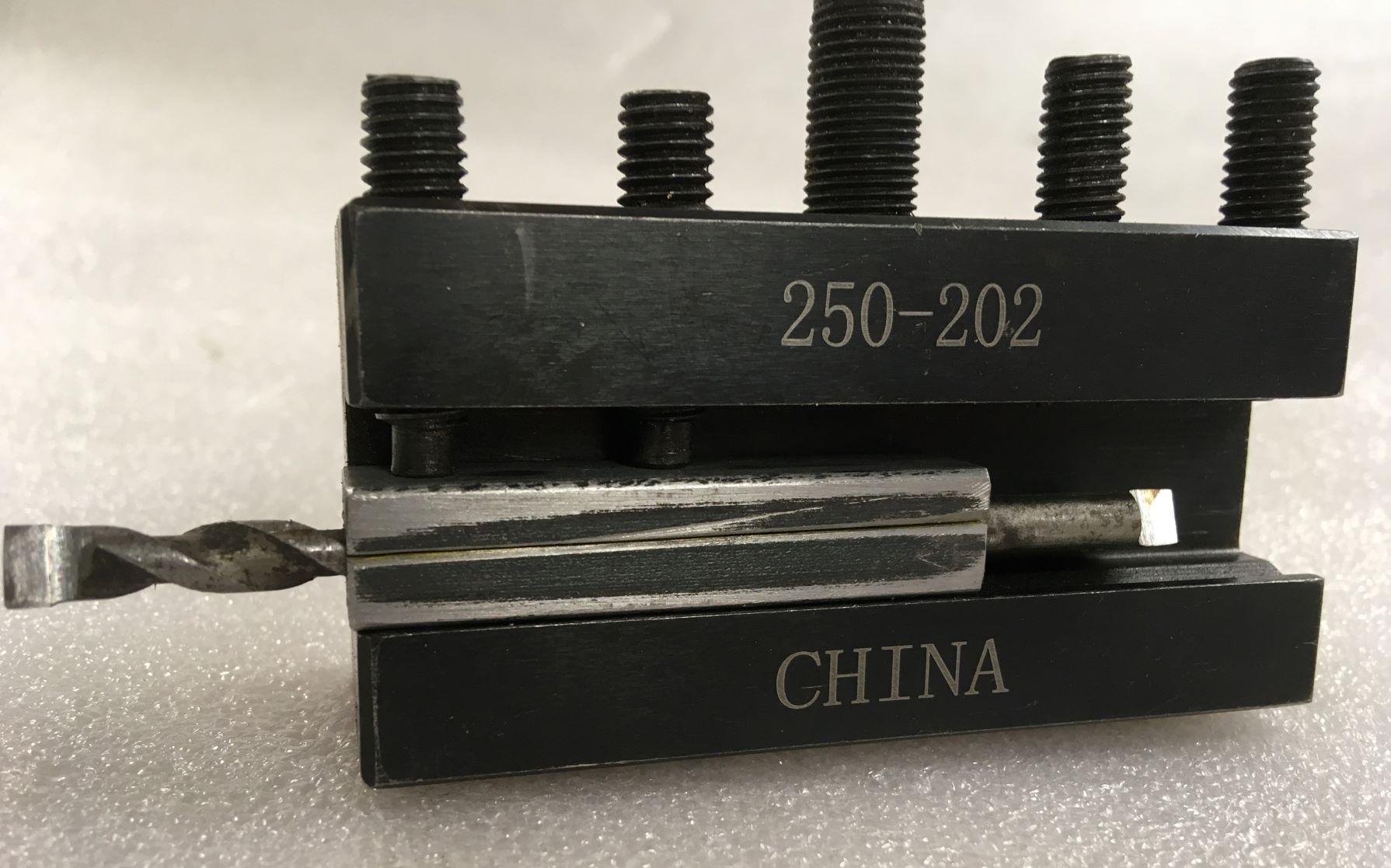
I just winged this together from a discarded 5,5 mm masonry bit:


Clamp from a 12 mm square hot rolled, drilled and turned in the 4-jaw, slot cut with a hacksaw, a 15 min job.
Small, easily tweaked for different shear angles and turned over for either HSS or carbide -
just have to hone their edges before trying.
Though carbide needs some careful low speed fine diamond grit to hone properly, HSS sharpens more easily, but gets dull faster...
Compromises, compromises - the fun never ends!
Cheers
Johan
Last edited by DIYSwede; Feb 1, 2021 at 04:19 AM.
NortonDommi (Feb 4, 2021), Okapi (Feb 2, 2021), olderdan (Feb 1, 2021)
-Well, what do you know?
Lacking impulse control, I suffered an irresistible urge to take the tool (or the stock, rather) for a spin at work.
So, with the tool only ground on a greenstone grinder - NO lapping whatsoever - I just gave it a whirl.
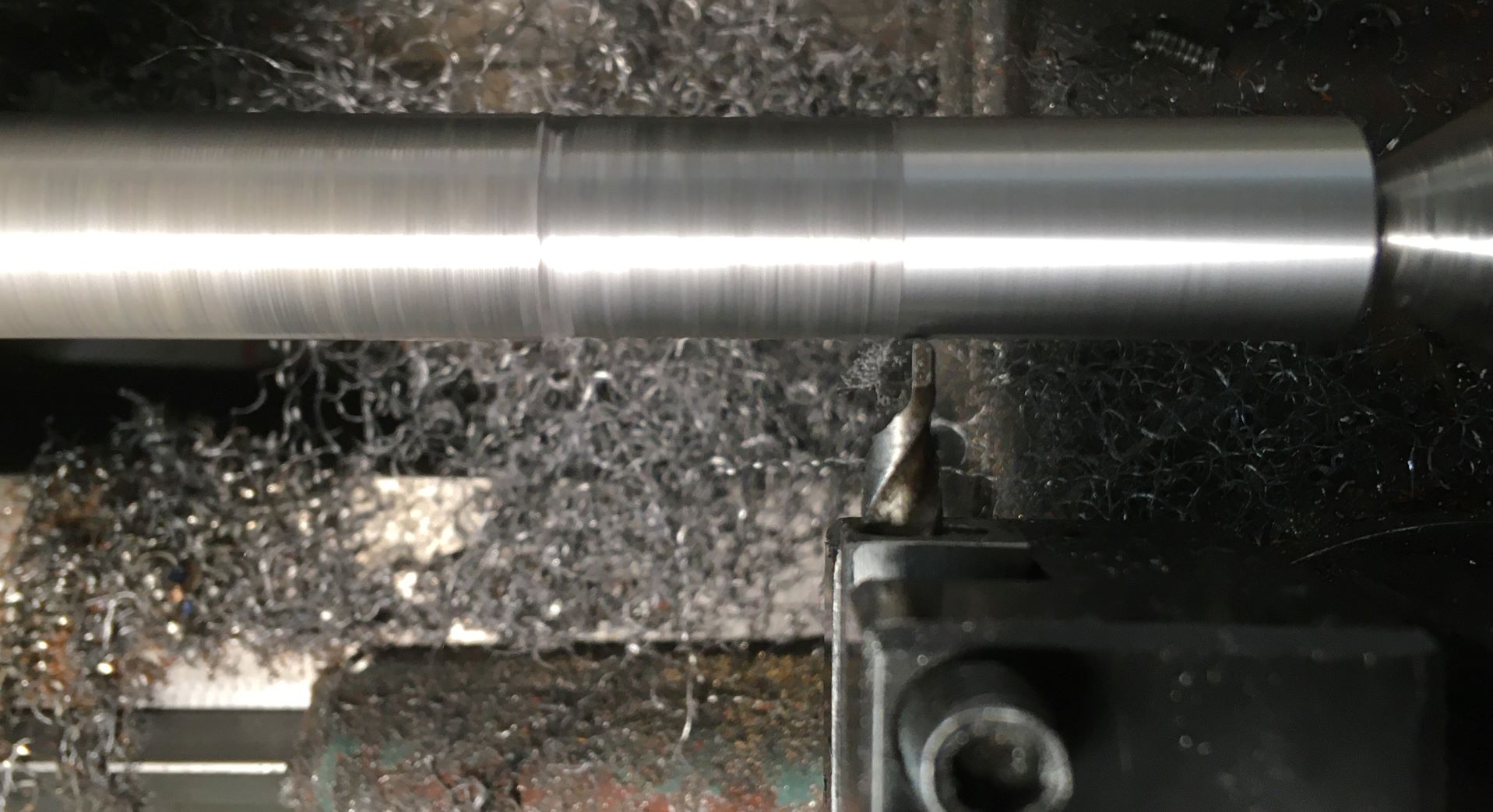
Chucked a 15 mm coarse-turned piece of hot rolled, spun it at 450 rpm,
0.04 mm/turn at the lowest available feed, and a 2 thou cut lubed with 50-50 waste oil and kerosene:
Turning the Carbide from right to left with a 10-ish deg shear angle acquired a "nearly ground" finish on this POS.
Did a repeat cut at a mere half a thou DOC with amazingly good result, given the worn-down lathe.
Swarf is very fine, wisp-like, and stuck in the oil film at the very fine cut.
Then, turned the tool end over end to see how the HSS would improve the finish further
(as per my previous experiences & reports from other, REAL machinists):
First a Carbide close-up:
Then the HSS over the already good, previously cut Carbide finish:
The result speaks for itself - in stark contrast to my and others' experience...
The carbide (though even NOT honed) cuts nicer than the HSS does - EVEN with a smooth starting finish...
Bliss! Yet another day of counter-intuitive results! I've experienced and LEARNED something even today!
Maybe some here can find this piece of info interesting or useful!
Cheers
Johan
flyfr8rs (Feb 1, 2021), NortonDommi (Feb 4, 2021), Okapi (Feb 2, 2021), olderdan (Feb 1, 2021)
Oh, well...
Home from work, no "next of kin" around, so I tested a few more materials in my "Walk-In Closet Shop"
after honing the shear tool's edges with a 1000 grit diamond lap.
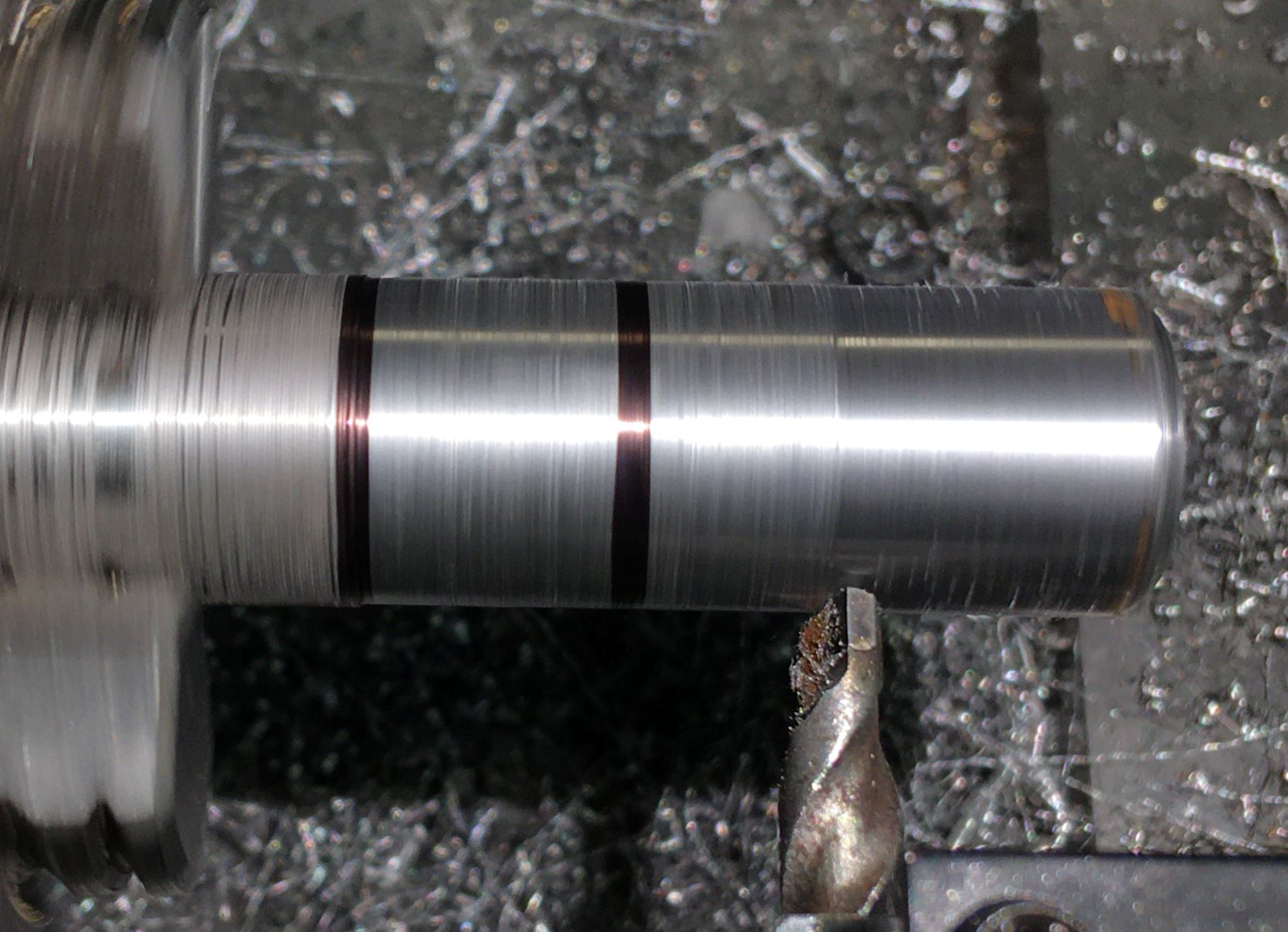
First (left in pics below) a rough CCMT 10 thou cut at 900 rpm and medium feed;
then 250 rpm w fine feed @ 2 thou DOC for Carbide (center) & "HSS" tip (right) @ 2 thou DOC.
No cutting oil, and a shear angle of 13 degrees.
Al 6082 (CCMT and Carbide hardly distinguishable, "HSS" inferior):
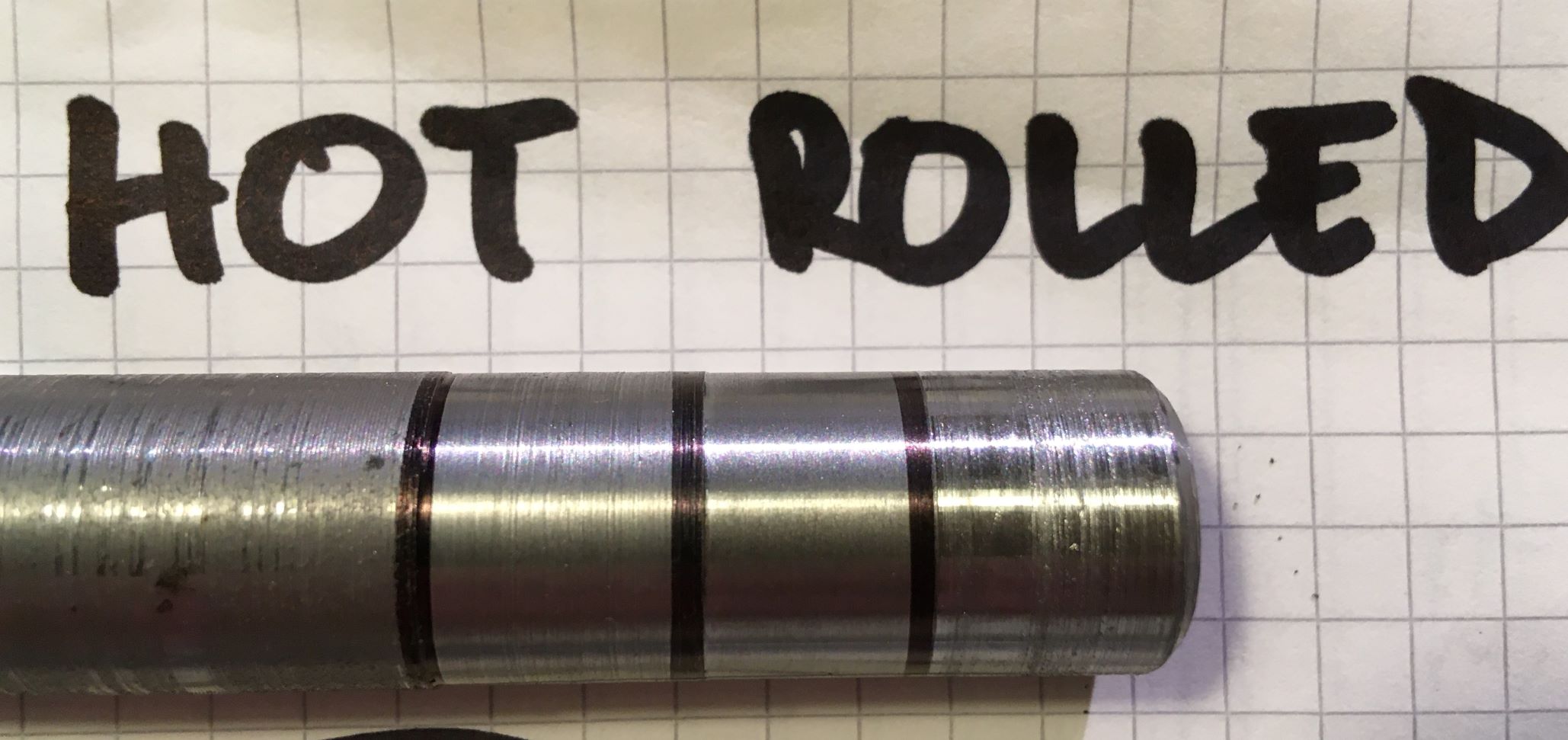
Hot rolled (Carbide excellent, "HSS" inferior to the CCMT):
Gas Spring Cylinder (Machined hotter than hot rolled (Carbide somewhat better than CCMT, "HSS" inferior):
Mystery But Free Machining Stainless (Amazingly good and cool CCMT cut, equals Carbide, "HSS" sucks again):
Conclusions: Masonry bit shank NOT from HSS - cutting edge got completely deteriorated on stainless and tool steel.
Cheap CCMTs from BangGood were very fast and amazingly successful in giving a good finish on "the usual suspects".
Carbide, when properly honed did darned well, but really takes its time to achieve it. YMMV.
I'd better be careful with my assumptions in the future, when comparing these with a REAL HSS shear tool.
Hope someone can find some useful info, inspiration or "Schadenfreude", patiently staying with me this far.
Cheers
Johan
A few bonus pics:


Last edited by DIYSwede; Feb 1, 2021 at 01:19 PM. Reason: Added info & pic
Home-PC (Aug 24, 2022), NortonDommi (Feb 4, 2021), Ralphxyz (Feb 1, 2021)

I have gotten some really good results with Aluminium and HSS, I have some carbide tools coming to try them.
Ralph

Johan,
Not all carbide is equal. I am pleased that what was in a masonry worked so well but it might be worth trying others. The tips in those drills are compounded for toughness with sharpness and the ability to hold an edge of secondary concern. On the other hand the carbide for turning aluminium is compounded with a fine structure which can be sharpened to a keener edge and retain it longer.
The shank of masonary bits is certainly not HSS. That would lead to a lot of broken bits. HSS is very brittle.
Thanks for reporting your tests, very interesting.
BTW. On aluminium I found no visually obvious difference between HSS and a sharp carbide insert. Same on mild and free machining steel but as you would expect the HSS did not like hardened steel but the carbide worked.
DIYSwede (Feb 1, 2021), NortonDommi (Feb 4, 2021)
Thanks again, Tony.
The masonry bit was really just a quick find and "suck it and see" thing.
Possible avenue of coming tryouts:
Given the low rpm (over 100 sfpm I get chatter) and the slooow feed: 1 ipm,
I wonder if perhaps having a steep angle (<15 degrees) would be advantageous?
I've experienced better finish, less strain on the lathe, less noise and cooler turning
when going in with a steep shear angle (contrary to most machinists on the Interweb that swear by 25-40-ish degrees).
My thought, and a piece of vector algebra:
Most of the (small, indeed) cutting force will then work "more horizontally" in the bed's longitudinal axis,
where the leadscrew pushes against it,
instead of the force trying to deflect the tip mostly downwards (and less to the tailstock) as in ordinary turning.
I also consider that having a steep angle would equal a smaller nose radius on a conventional tool.
At least my mini lathe lacks some rigidity in the cross- and compound slides,
so deflecting that load off them seems to improve finish,
and also makes even tiny-teeny DOCs possible (if one only could get that carbide crazy sharp).
Any reflections on this are most welcome!
ATB
Johan
Okapi (Feb 2, 2021)
It takes a time to read and understand all when english is not your mothers'tongue, but all you wrote is similar as what I've experimented in workshop, using a lot of material with no provenance certified, I've made a lot of try with different cutting material too etc…
And as you said it's not easy to give a permanent solution for finishing, using specific powder cutting steel from Ifanger as specific steel like which named Supercoup here used specifically for cutting with a good surface finish on the lathe, and different carbide tools, I can't have a permanent solution and at each time it need some proofing, just as you said Hss is generally not the better choice, just on small diameters where it is very difficult to have a tool making a minimal force on the turned part.
The use of the tool sharpened like for the shaper with a radius cutting head with an inclination angle of 40-60° makes generally good results for me, but on parts with different diameters is difficult to use on all the length and you have to make a radius cut at the end.
Thanks for making all this testing and pictures, it's need a lot of time and you take it for us!!!
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote









Bookmarks