
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


And this one isn't even for me!
Only one way I like to make centerline gauges for lathes, modifying pattern as needed. This time a Haas TL, the cross slide is peppered with manufacturer produced counterbores; normally a decent size pad works with 3 capscrews as non-wearing feet. Instead a 4"Ø drop of mild steel, about 1/2" thick. The post is 1"Ø, along with the cap.
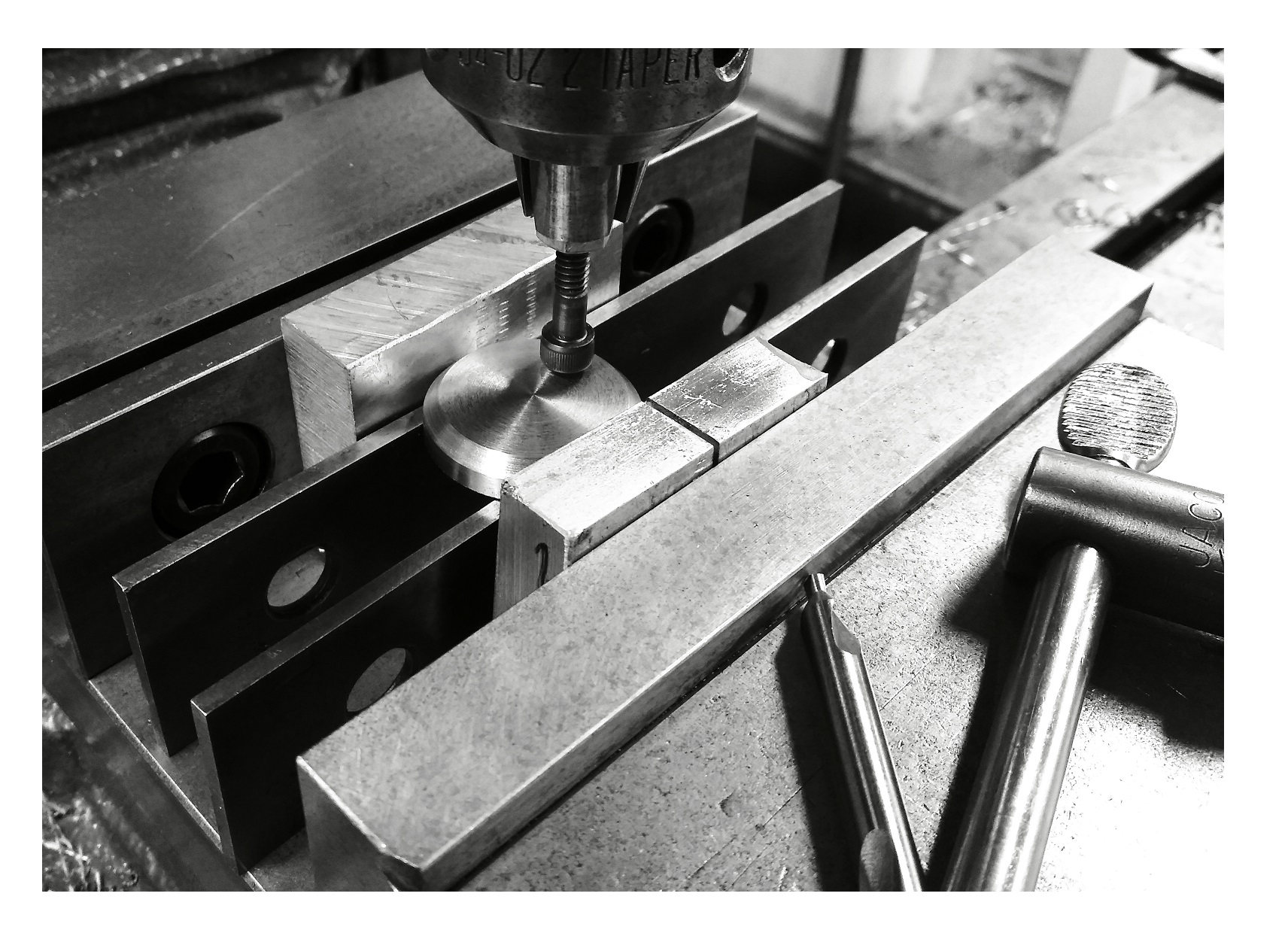
First the base was relieved about 3"Ø, about .040 deep. The surface was then finely faced and scored with a small radius cutter. This is often done for faces of large flanges, called a 'record seal'. In this case it will give small bits of dirt a place to go. Flipped the plate and finished the upper surface reasonably parallel to base.
Milled flat to insure clamping in mill vise, and later to receive stamped ID and height.
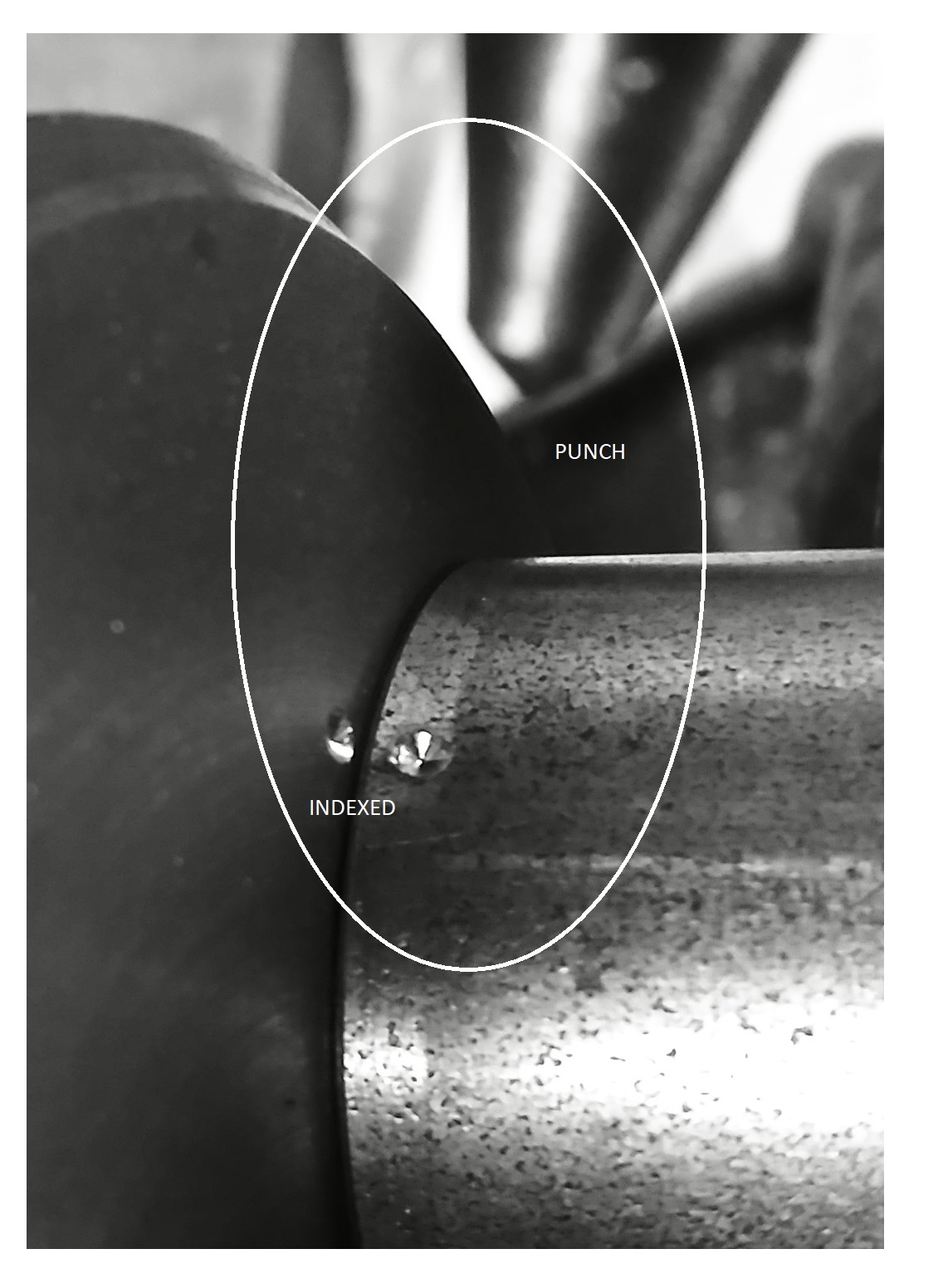
Drilled and counterbored base for 1/4 capscrew, just over half diameter of post from edge, and mounted post already tapped center of one end. Punched marks where post meets base, indexing their orientation if they should require disassembly.
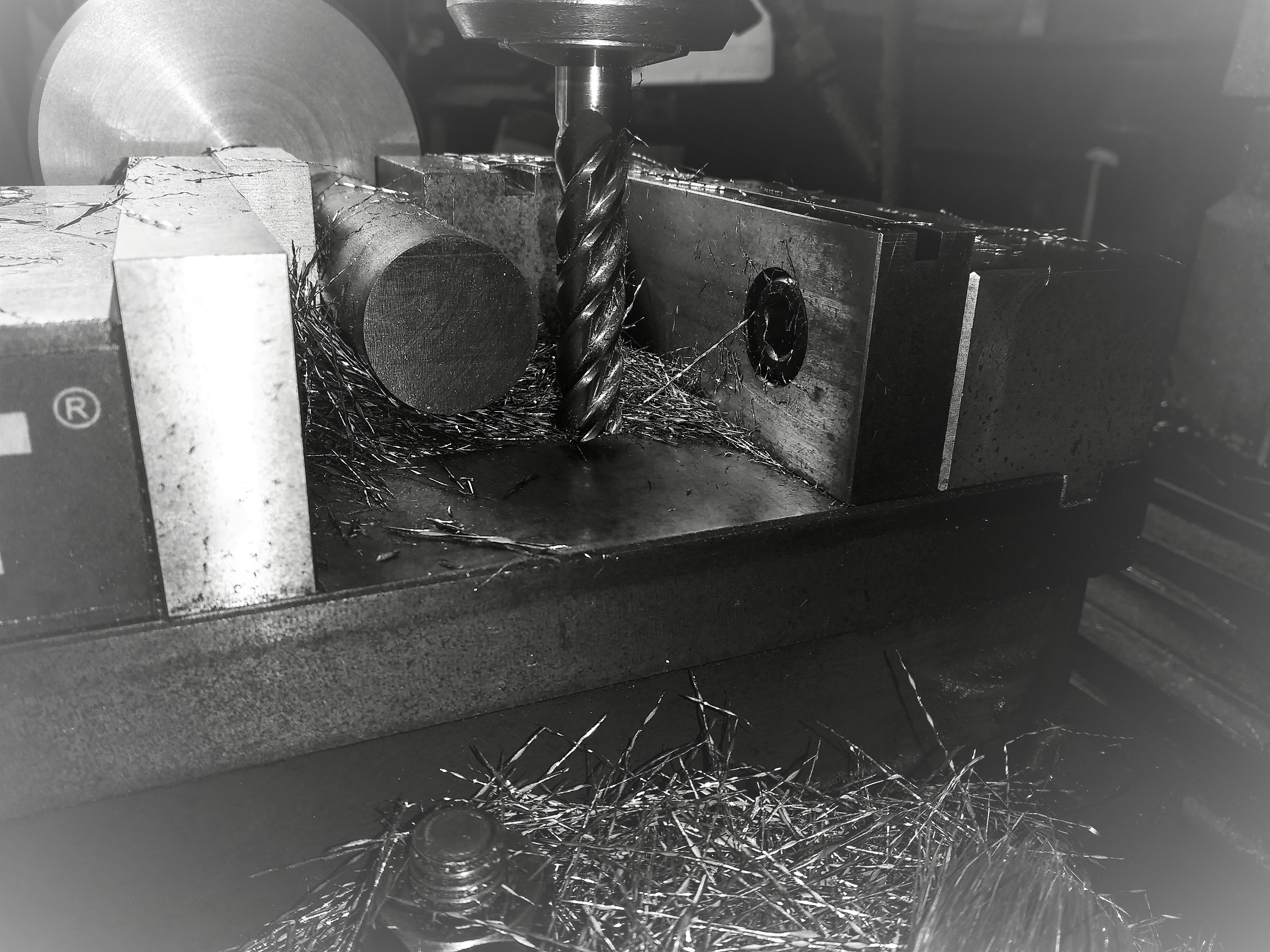
Mounted in mill vise, with Vee block and spacer. Found base [now the reference plane] with edge finder. Allowing for cutter diameter, milled 'top' of post to precalculated center line height [thickness of plate + post]. Other end, [top of post] is then drilled well off center.
Faced, chamfered an parted 1" rod for cap portion, thick enough for counterbore another 1/4" capscrew.
Stamped the flat on post, attached cap and done.


I've mentioned before an accurate method of center finding. Chuck a short decent diameter, and turn off enough material for a dependable full finish. Measure the final size, divide by half and record that figure. Using height gauge, measure the top of chucked bar. Subtract from that dimension the recorded figure; that is the exact centerline, within accuracy of the 2 measurements.
8









 Reply With Quote
Reply With Quote




Bookmarks