 LinkBack URL
LinkBack URL About LinkBacks
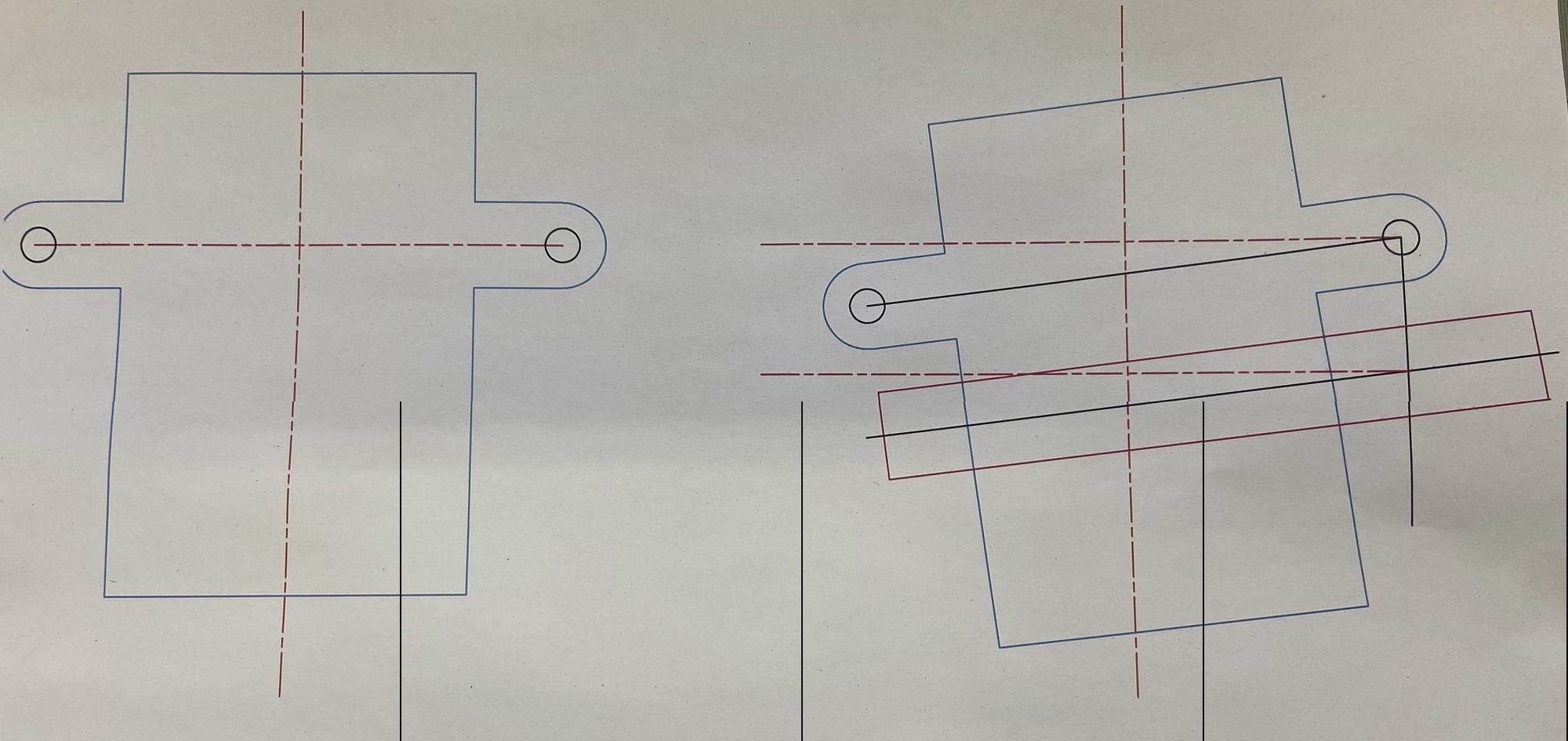
About LinkBacksSorry, I had assumed your pivot point was on your jaw face. As explained in my article, having it off of this line does cause the left reading to change as you adjust the right reading. That drives me crazy.Originally Posted by thehomeengineer

Rick





Sorry, I had assumed your pivot point was on your jaw face. As explained in my article, having it off of this line does cause the left reading to change as you adjust the right reading. That drives me crazy.
Rick

Rick


As the vice I used in my video is on a swivel base I could have bolted the vice straight to the table and then simply adjusted the vice alignment by placing the DTI as centrally by eye on the fixed jaw.
As the vice pivot point is directly centred to the base. This makes things a whole lot easier, by moving the table in either direction off this point the error shown on the DTI can be adjusted back to the DTI’s original start position. As this is then moving on a fixed dowel in the vice base there is little or no chance of the vice moving on the table.
This is my preferred method but not everyone has a swivel base option. As this dowel is integral to the vice base this makes it even quicker to setup as there is no need for a parallel etc. and with no chance of moving on the machine table while adjustments are made.
This is also very convenient for setting the vice to a known angle using slips and a sign bar. The sine bar and slips can easily be placed against the fixed jaw and as the vice can only rotate on the swivel base dowel the vice again can be quickly set to the desired angle using the same method.
This seesaw effect about a fixed pivot is so useful for setting up anything on a milling machine and saves precious workshop time. But saying all that this is the only vice I have not put machine dogs on due to how quick and versatile this particular vice is to set up. All my vices with out swivel bases have machine dogs fitted for ease of location.
To quote our friend Toolmaker51 “ As usual, more vice alignment methods than ways to skin a cat “
I hope trying to align your vice in the future doesn’t send you crazy and what ever method you decide to use the result will be the same, a vice accurately positioned on the mill table.
The Home Engineer

Last edited by thehomeengineer; Feb 17, 2022 at 09:03 PM.
Ah, now it all makes sense!
Thanks,
Rick
Rick

Alluded to that; a Vee block 'post' weldment with a foot-bolt-Tee nut ready to clamp down, ala table mount vise stop. A real Vee could be avoided with 2 steel balls.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...

Thanks rgsparber! We've added your Mill Vise Alignment Method to our Milling category,
as well as to your builder page: rgsparber's Homemade Tools. Your receipt:
New plans added on 11/22: Click here for 2,593 plans for homemade tools.
There are currently 4 users browsing this thread. (0 members and 4 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote
{kind=link}
Bookmarks