

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


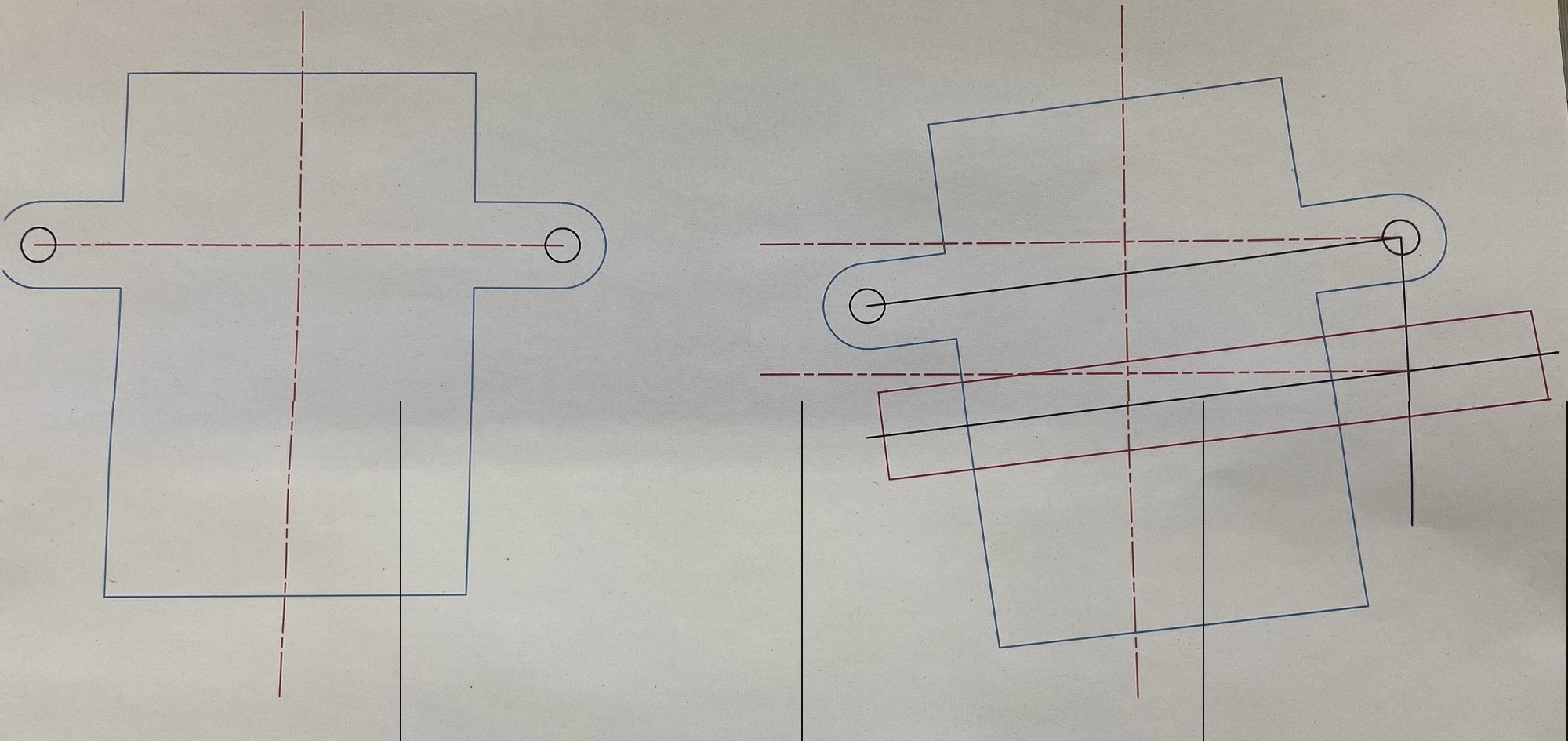
A mill cannot machine true if the fixed jaw on the vise is not aligned to the X-axis. Here is a procedure to do the alignment plus background on what you can expect for accuracy. A video is included.
If you are interested, please, click here.
Your comments are welcome. All of us are smarter than any one of us.
Thanks,
Rick


 Reply With Quote
Reply With Quote








Bookmarks