

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


My drill presses all had chucks on them, but all my drill bits above 13mm have morse taper 2 mountings, as do both tapping heads that I have. I could use these in the mill but that is not always as convenient as a drill press for quick jobs and for some time I thought that I should convert one of the drills to MT2 by making a new spindle. Of my drills I decided that the floor standing Craftsman drill was likely to be the best candidate for modification. I dismantled the spindle and quill with a view to just measuring up to order some material for the spindle.
However, when it was apart I saw that it would be relatively easy to modify an R8 to MT2 sleeve to fit on the end of the existing spindle. However, the original spindle is only 5/8" diam. and the sleeve would have a lot of overhang from a small bearing on a thin shaft. Not good. I then had the idea of extending the quill (much more rigid than the spindle) to hold some larger bearings to support the MT sleeve. Then the only overhang is in the quill and new larger bearings would support the MT sleeve, leaving the spindle to only do the driving and not the supporting.
I had two spare R8 to MT2 sleeves, one was properly hardened but the other was softer and could be machined. So I machined that to take much larger bearings, and the shortened spindle. All in all the job only took a few hours and I was able to use stuff that I had here. I am very pleased with the finished item, particularly the overall rigidity.


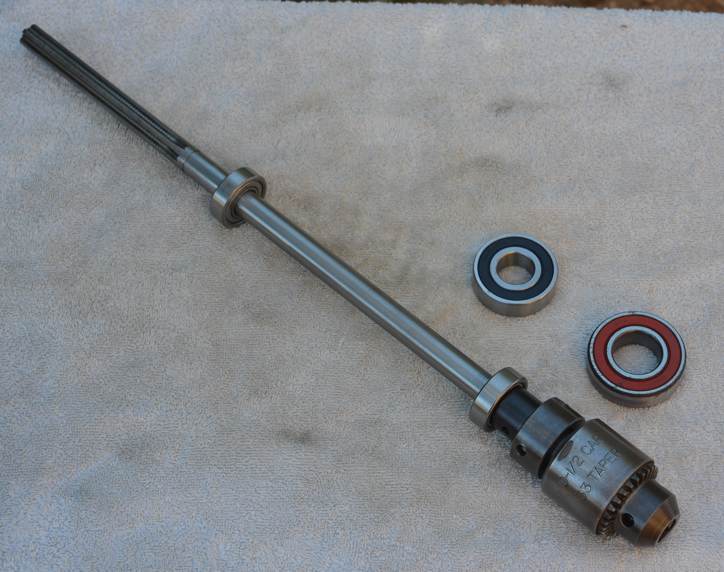
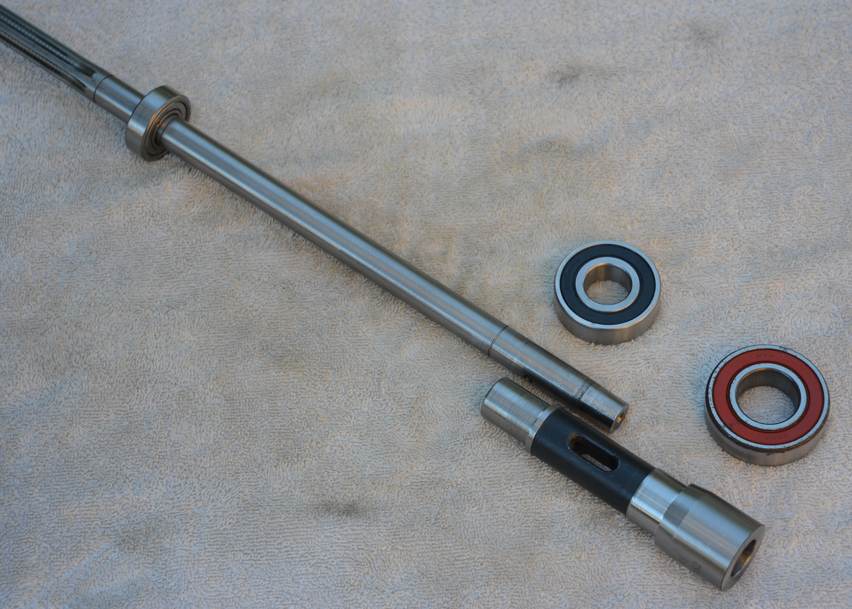
Here is the original spindle and chuck, note the small bearings on the shaft and the new larger ones. Next the modified R8-MT2 sleeve is shown alongside an unmodified one. Finally the original shaft is shown without the chuck ready to accept the extension sleeve, note that the lower original bearing is no longer needed.

Here we have the new quill extension with the MT2 sleeve fitted with bearings. Secondly, the original quill ready for the add-on.

Quill and spindle with extensions fitted, then assembled.

Original chuck only drill press compared to the morse taper version.
Now I can use it for my large drill bits as well as a chuck for smaller bits, but the reality is that most of the time it is fitted with a reversing tapping head. In practice large holes are usually make on the milling machine, smaller holes often done with another drill press and tapping with the modified one. A near perfect arrangement.









 Reply With Quote
Reply With Quote









Bookmarks