 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksMaking your welder a much more useful tool. What an improvement!





Making your welder a much more useful tool. What an improvement!


Good Sunday afternoon mwmkravhenko, glad you like it more!Originally Posted by mwmkravchenko

Chy

This data-comparison helps us to determine what the current should be and what the frequency of the pulse, especially for welding thinner steel sheets with butt-welding.
The setting welding current is 100A, base current 5A.
In my opinion, up to 900Hz from 500Hz, the higher the frequency of the pulse the easier the control of the arc.
This comparison tells we can raise the welding current safely in higher frequency, since the actual peak welding current does not go up too big for thinner sheet.
Chy
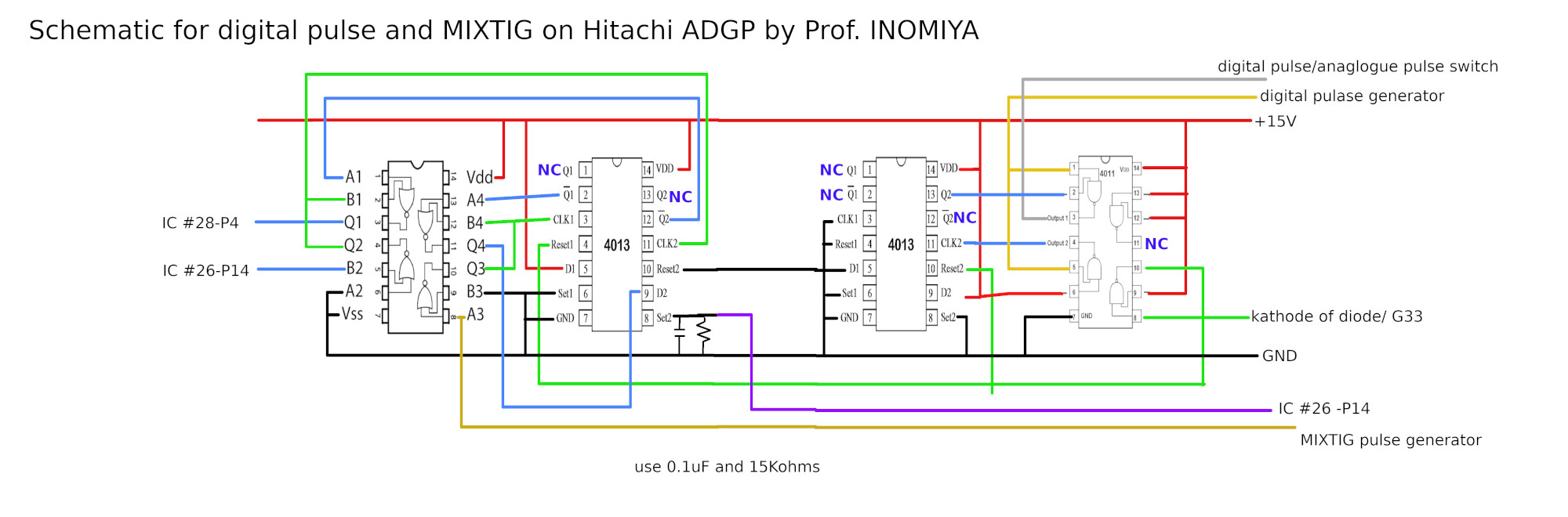
This schematic is just for Hitachi's TIG welder, ADGP series. Hope you can apply this for yours thanks.
Chy

Long time since I had to deal with pulse generators like that. Something to watch out for is newer parts switch a LOT faster than the originals, can break the circuit.
Take it easy mate, the generator-band to be applied to this old welder is not so high, only 0Hz to at maximum not over 1kHz, they dont do any harm to the primary inverter board.
Chy
I just wanted to warn that trying to duplicate an old circuit with modern chips can lead to unexpected problems. If you don't know about the speed change it can be very confusing to you. I had to go through some old product designs done by another engineer and replace all the circuits like the above with stable ones. Where possible I used digital timing so it's exactly the same every time, but at least using parts with known Schmidt trigger inputs or analog parts makes one happier at the end of the day.
Because of that same issue, I started adding an extra resistor to all my crystal oscillator circuits. The old design started randomly jumping to third overtone which isn't at all what was intended.
I know a little about it so this is not my case though.
Setting means a lot to this retrofit-unit, for this MIXTIG setting better use 70% to 80% alternative current wave, and 30% to 20% dirrect current especially for thinner aluminium like above case, 1.5mm thick.
Several hits and errors made me get information of better setting.
Hope you can do it better than these above!
Chy
Last edited by chy_farm; Aug 14, 2020 at 06:28 PM.
There are currently 4 users browsing this thread. (0 members and 4 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote



Bookmarks