

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
I recently purchased an AcroGrip 5C lever operated collet closer. Which to be honest wasn't one of my better purchases.
There was plenty of issues with the item, from the collet drawbar tube thread being stripped, the main bearing being sized and the locking mechanism missing its spring and jammed.
(I will add an additional post on the repair to the collet drawbar tube thread)
So I decided to strip the assembly down and and rebuild the unit rather than send it back.
While doing the repairs I was looking at backstops, but wasn't over keen on using the threaded type that fits into the internal thread on the collet. For three reasons.
Firstly not all of my collets have the internal thread
Secondly the screw in collet backstop have to be preset before drawing the collet in to the assembly and to adjust the length the collet therefore needs to be removed.
Thirdly several length tubes are needed to cater for different length workpieces.
So why reinvent the wheel when I already have a backstop that works really well and is easy to use?
To use the existing backstop I decided to make a new rear locking nut/handle. This not only will accept the backstop or spider but also make it easier to draw the collets into the drawtube. The backstop and spider I made normally locks into the headstock spindle so the new nut needed to have the same diameter bore as the headstock spindle to accept them.
Links to both the spider and backstop:
Lathe Spider
Quick to load and set lathe spindle back stop
The following photos show the modification:
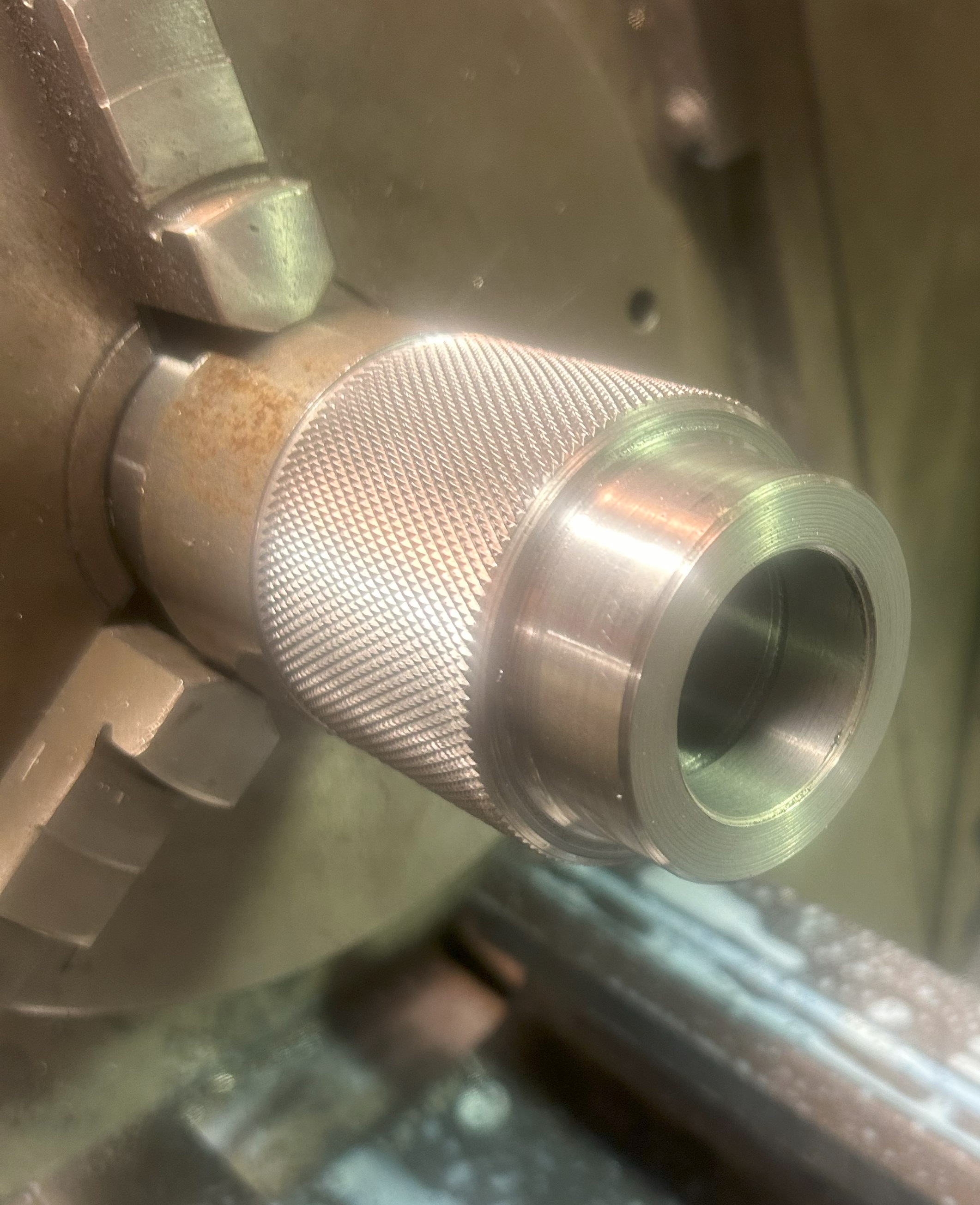
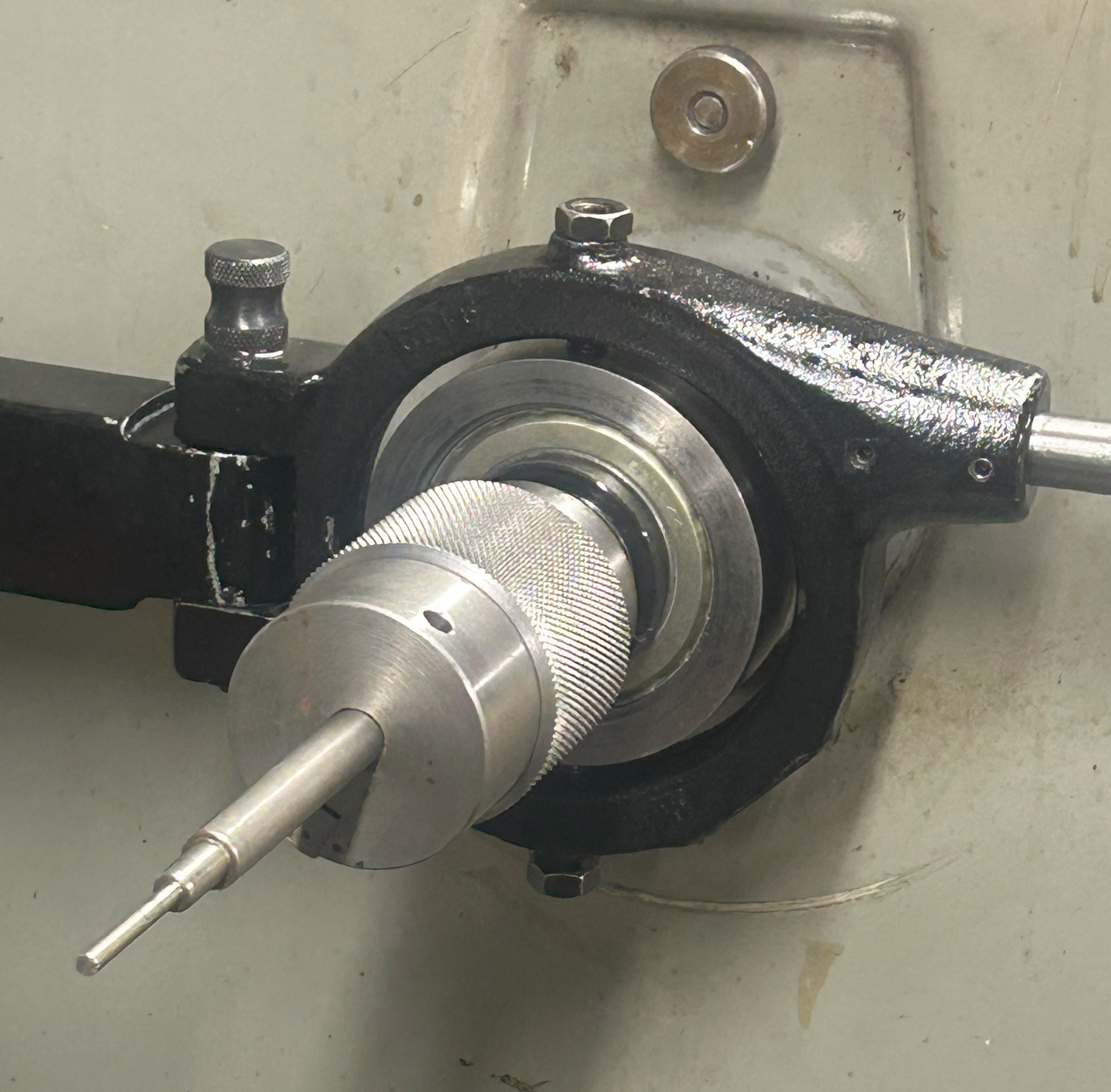
Knurled handwheel, screw cut to fit drawbar tube
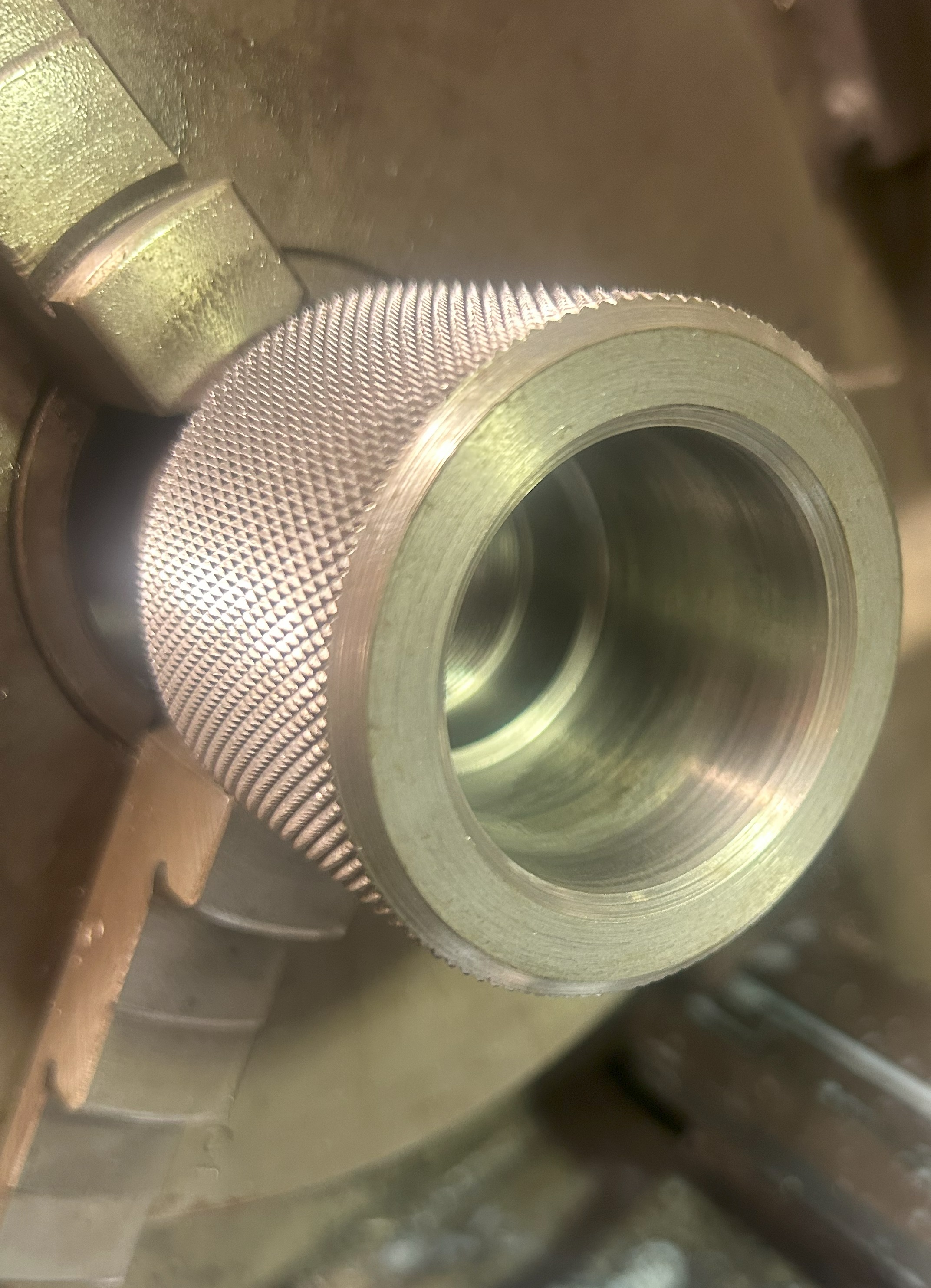
Bored to headstock spindle internal diameter.
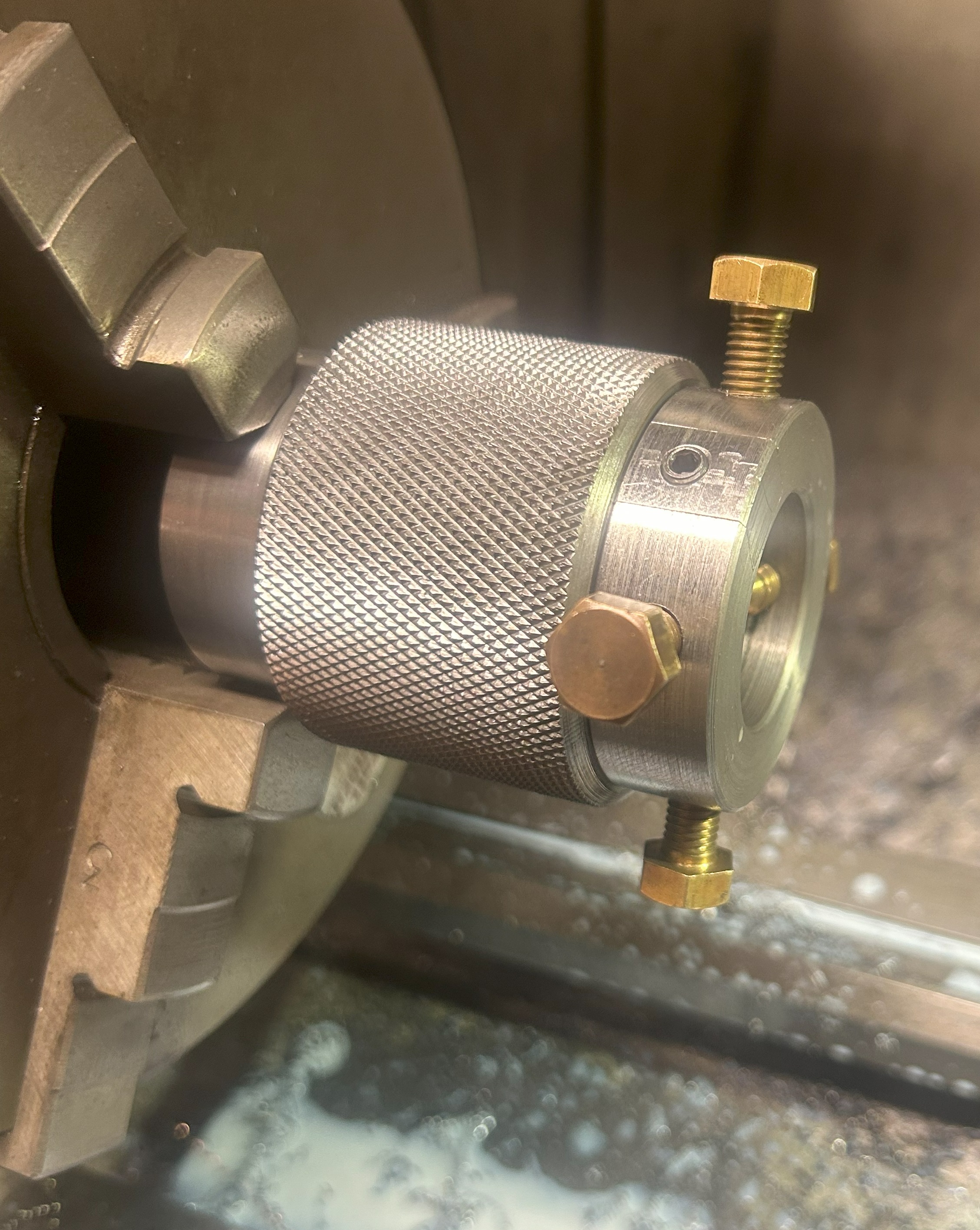
Using spider as a gauge
5C collet closer located in headstock with bore to accept backstop or spider
Spider inserted to support long pieces of stock material
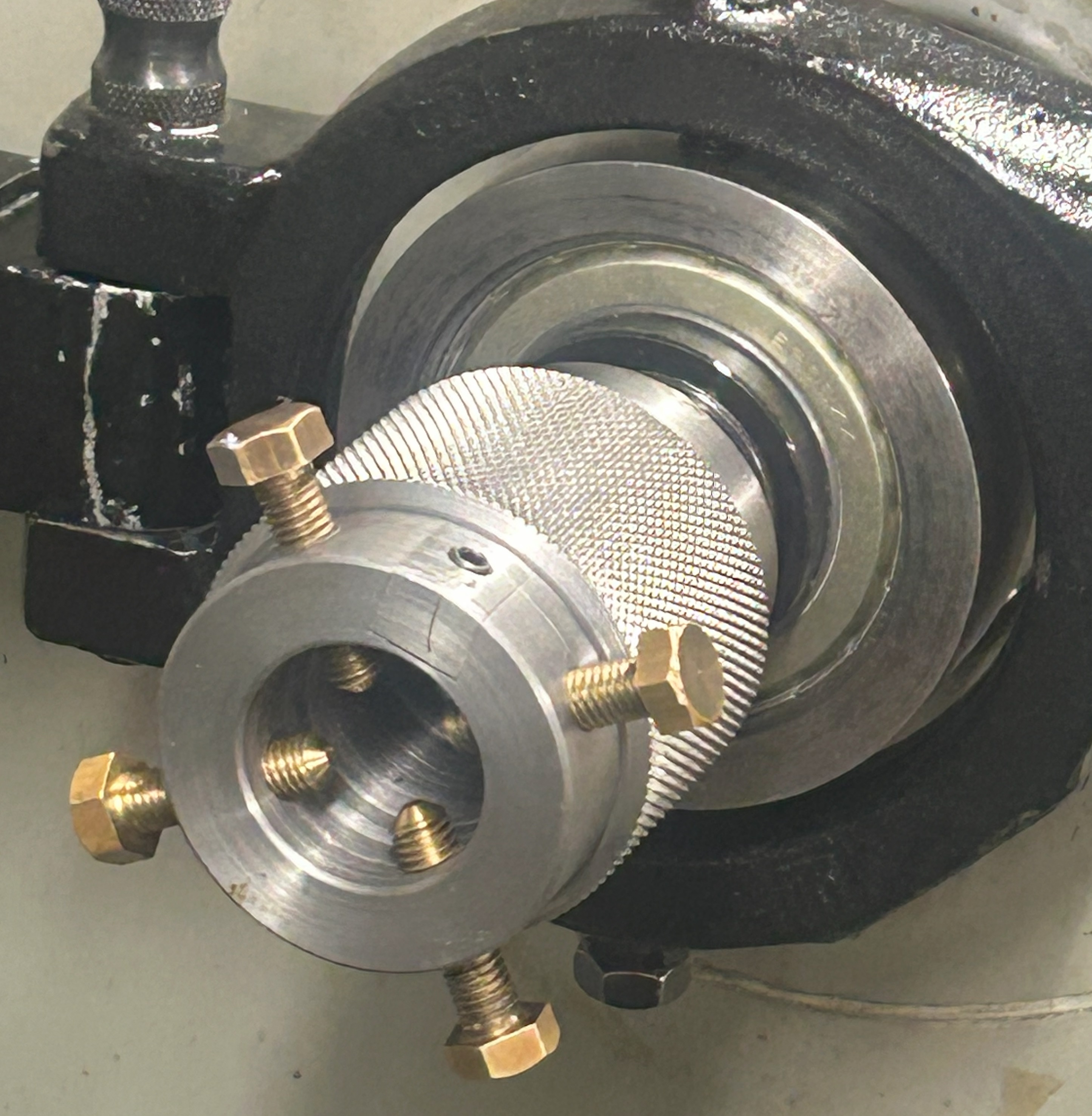
Backstop loaded in place.
The Knurled handle makes it a lot easier to draw the collets and set to the correct pressure to hold the desired workpiece diameter.
Thank you for viewing
The Home Engineer



 Reply With Quote
Reply With Quote



Bookmarks