
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



When you buy older or used machines more often than not not much of the tooling comes with them.
I needed a small steady rest for an up coming project I am wanting to build so the first step was to make one.
I started out with a couple of 8" dia. 3/16" thick disc that were picked up at the local scrap metal yard. then bought 3 3/4" coupling nuts and a piece of all thread. All thread is not ideal for making the adjustable guides but suitable for a light duty rest.
After welding the coupling nuts and discs together I bored out the center
next I welded a 1/8" thick strap around the perimeter

not wanting to try and make a hodge podge set up to mill a "V" grove in the base I elected to simply saw off the end of the sub base with my band saw

Next I chucked the rest in the lathe and tacked the base and stand to it
After welding I did a trial fit of the guides

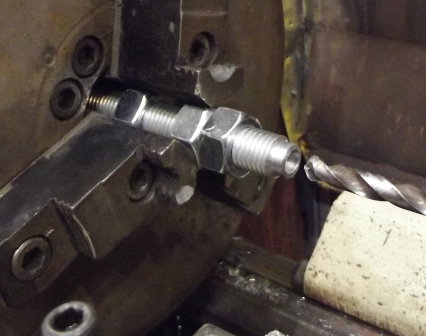
Then I machined one end of the guides and drilled a hole deep enough to accommodate a 10 mm bearing ball
then I slightly struck the guides in 4 places around the ball to secure it in place, the ball still rolls freely in its socket.

Next I cut the rest in two once the blade had cut nearly all the way through the first side the saw cut closed up binding the blade to free it I simply used a long piece of all thread and a piece of tubing to spread the rest open enough to free the blade

After separating the 2 parts and trimming one for the hinge I tacked the hinge in place then welded it and the hold down lock tabs to the opposite side

ready to use as soon as I drill 1 hole and clamp it down to the lathe
Some day when I have the time I may paint it


















 Reply With Quote
Reply With Quote






Bookmarks