
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


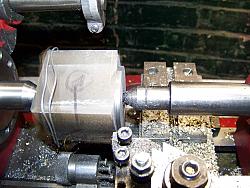
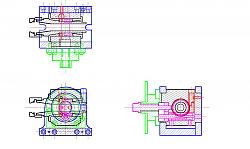
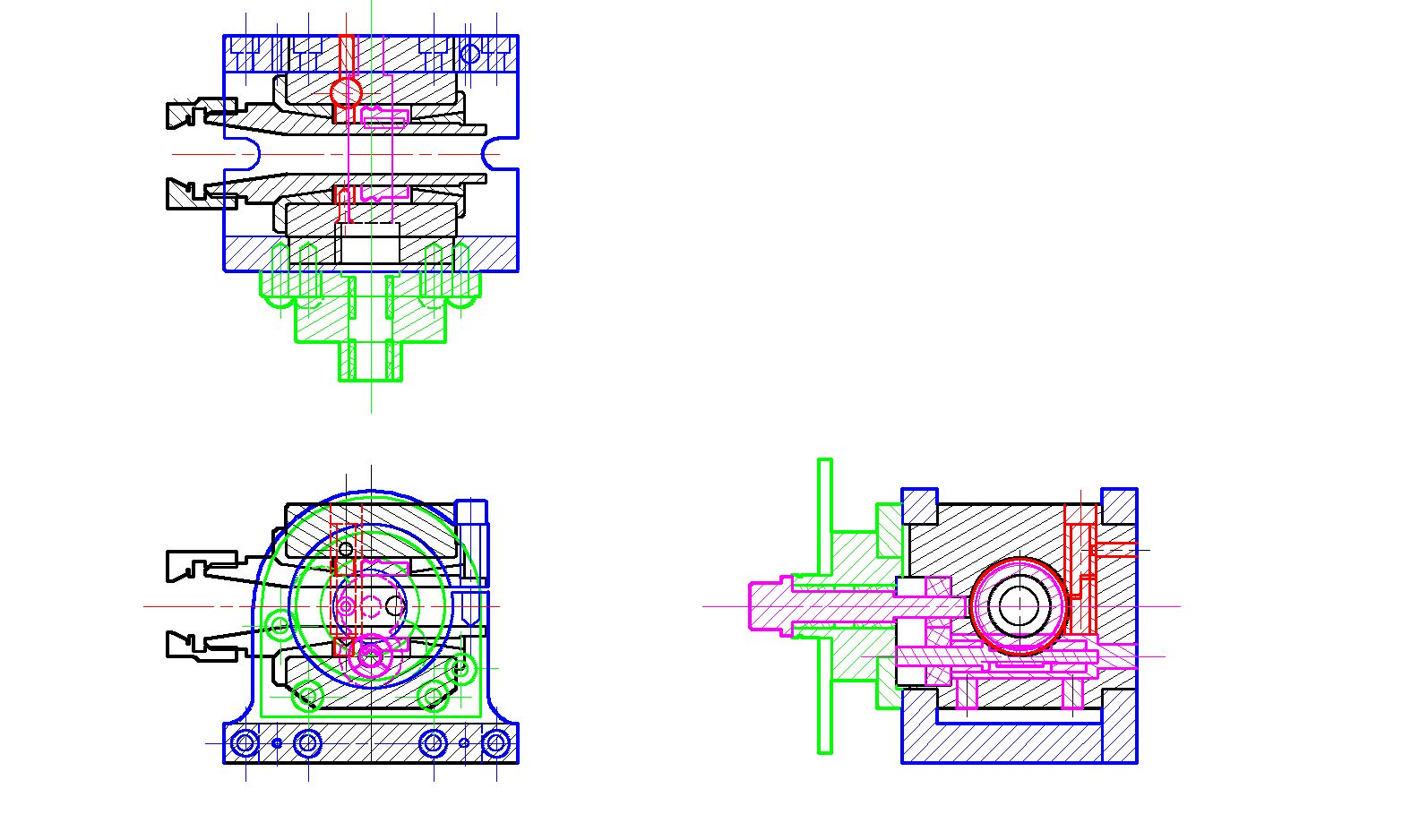
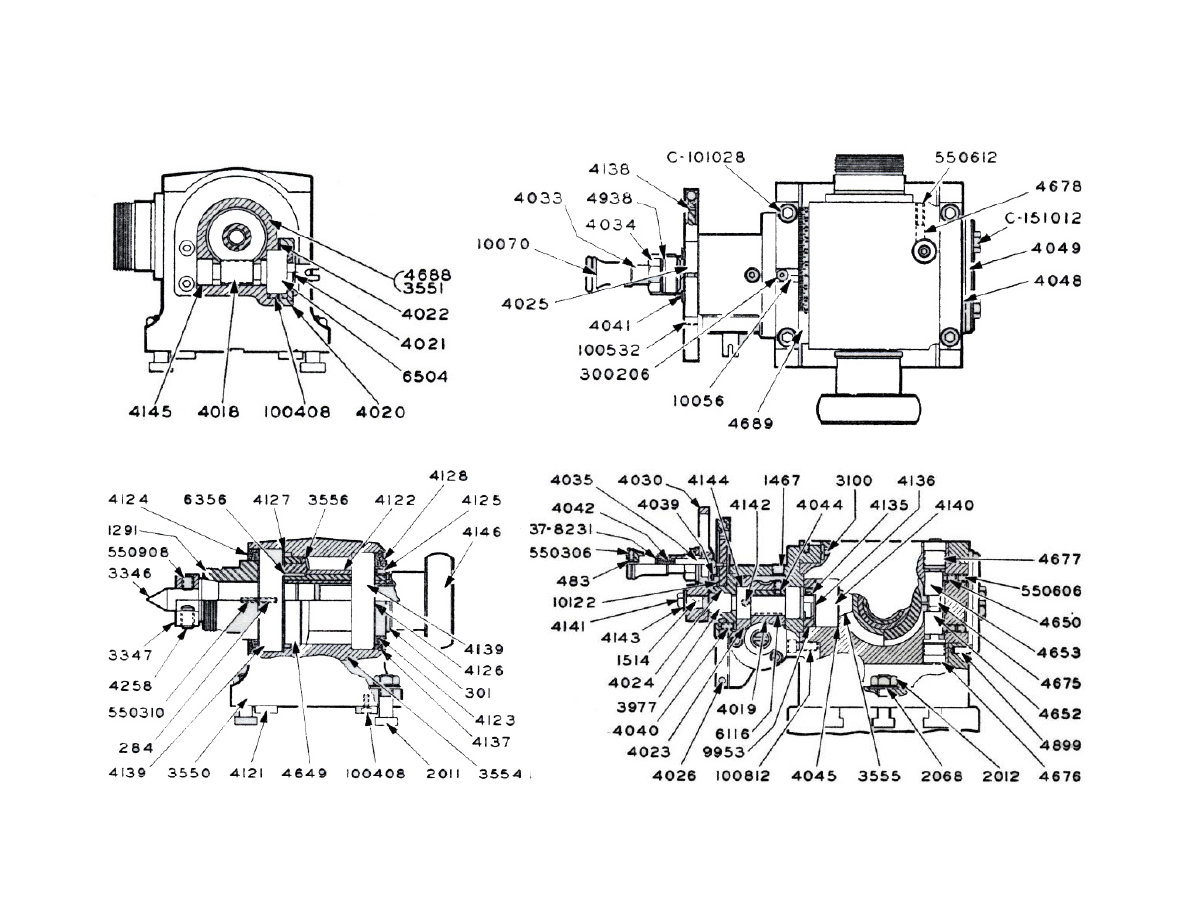
This dividing head replaces a more delicate one I made from Unimat parts. It combines features from Hardinge and Cincinnati dividing heads but is simpler and a lot smaller.
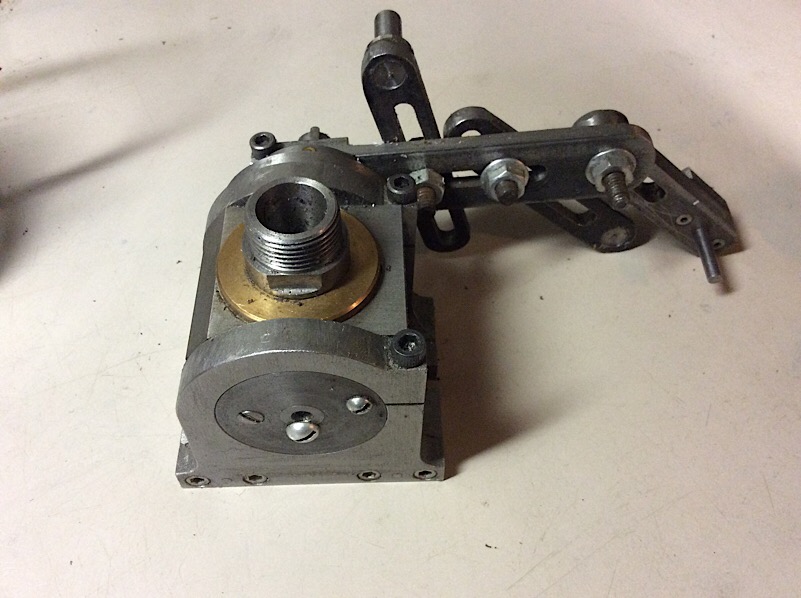
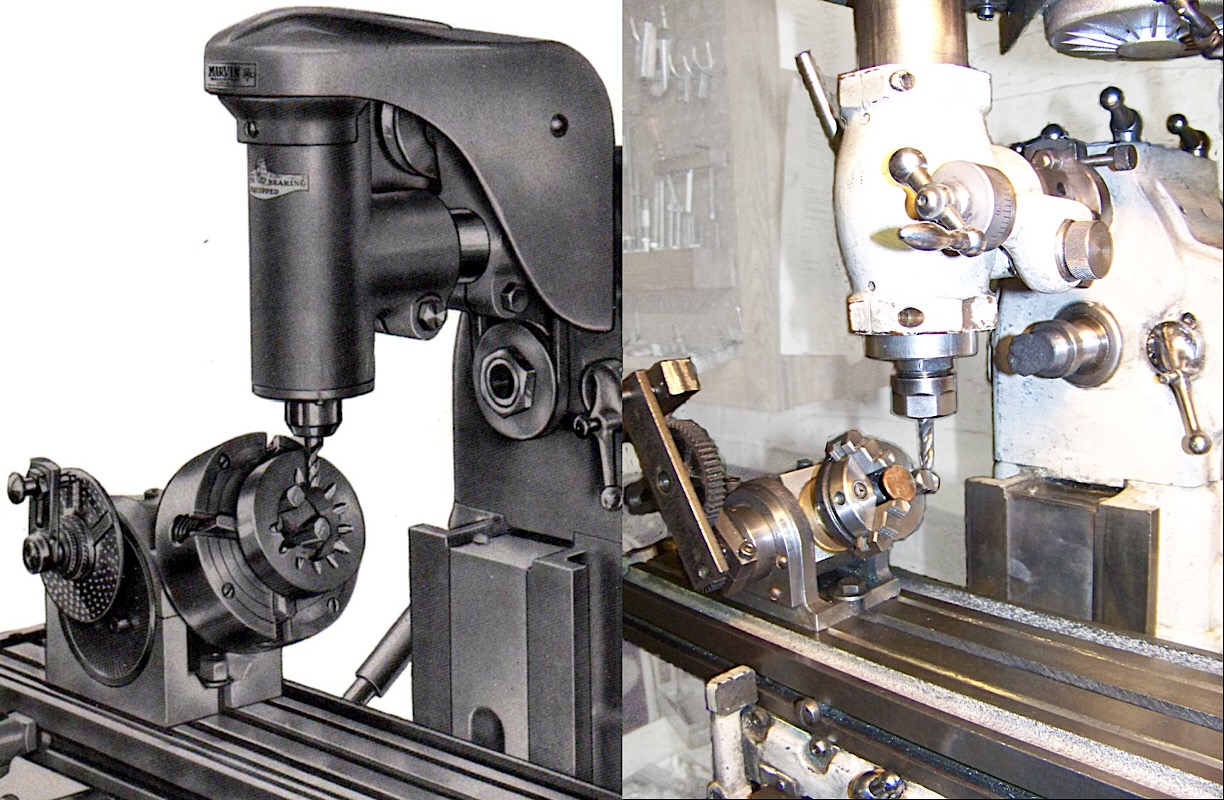
Like those, it indexes indirectly, in this case with a 40:1 ratio, or directly by disengaging the worm, and it tilts from about -5° to 90°. It has a brake to lock the spindle, and works with a small adjustable tailstock.
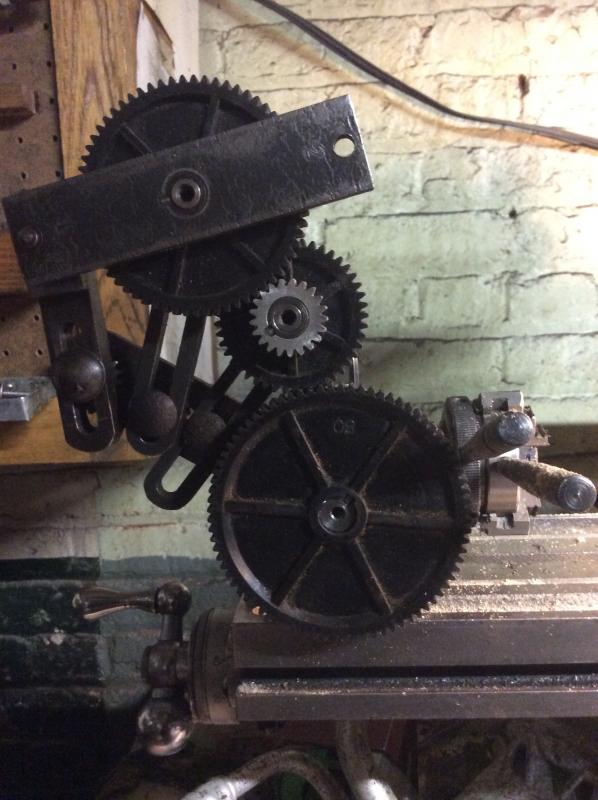
Its not universal - the hub for dividing plates is stationary. I mostly just use combinations of change gears to make divisions, though, and figured it will be easier to add stepper motor control than to make tiny parts for a differential feature I might never use.
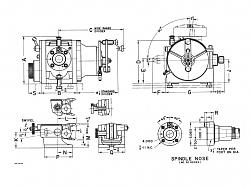
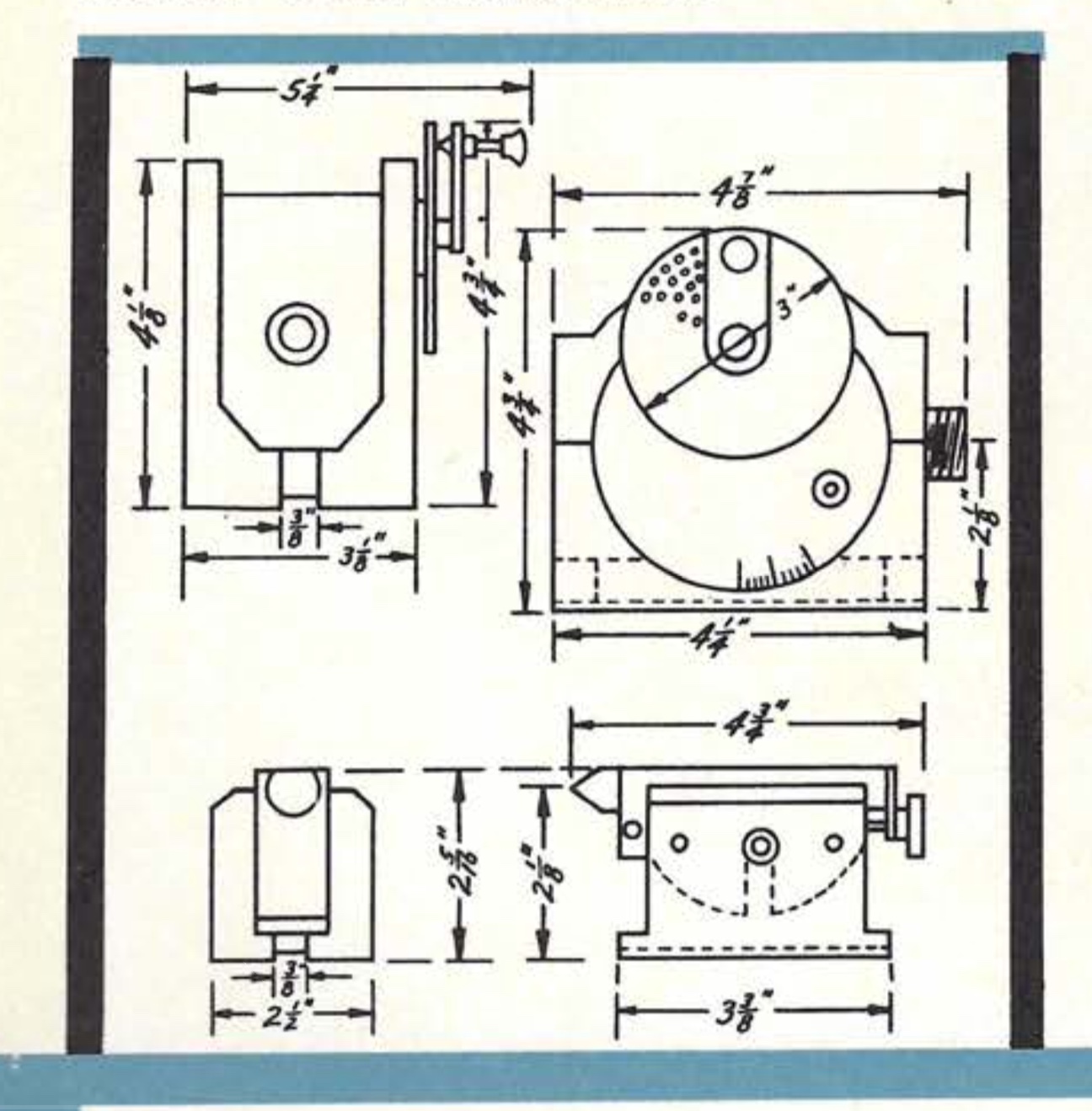
Its about 3 x 3 x 3. The spindle nose is threaded M22-1.5, with a 16° included taper for ER-16 collets, and has a 3/8 bore. The spindle is prehardened medium carbon steel, and the bearings, worm gear and brake sleeve are bronze; the body from cast iron bar stock, and most of the base is made from a piece of heavy angle iron.

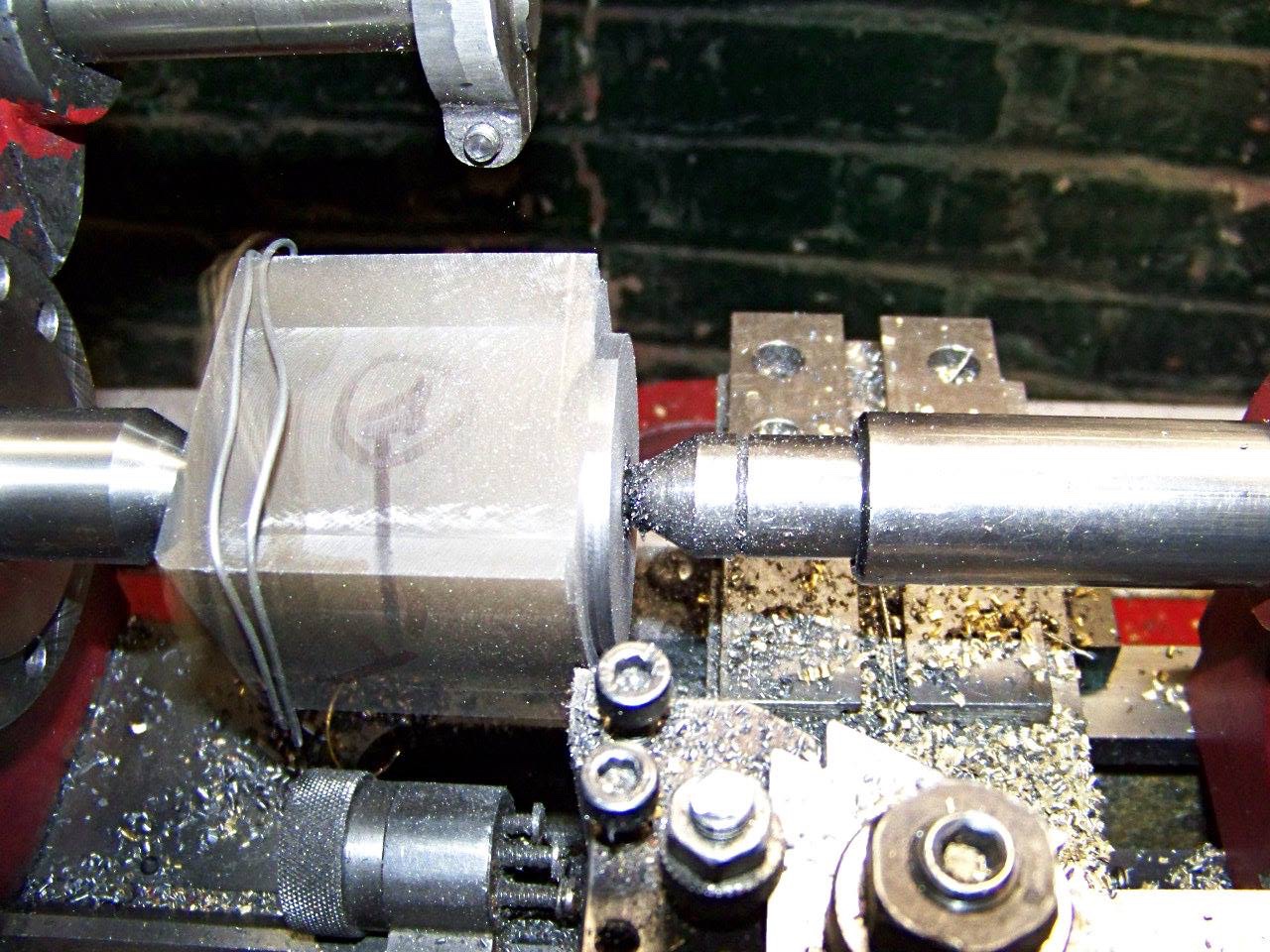
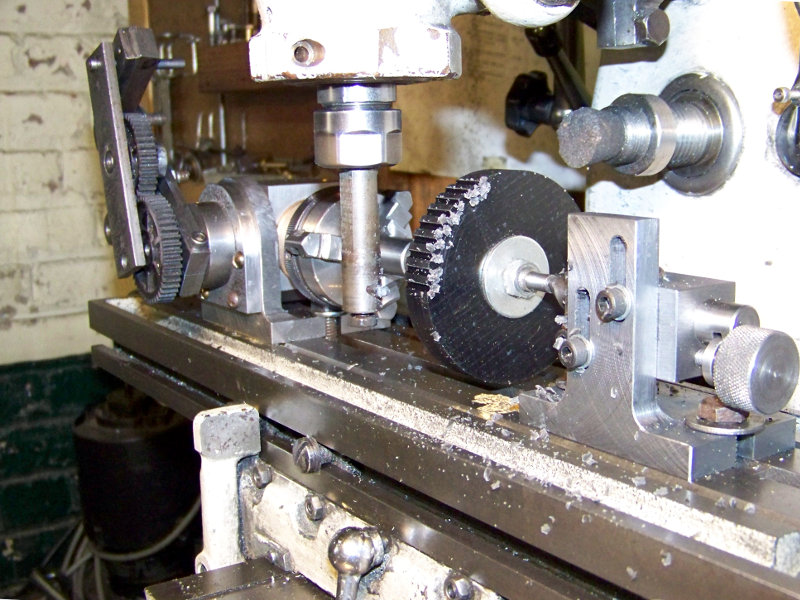
Turning the hubs between centers, and cutting a timing belt pulley to convert it to stepper drive

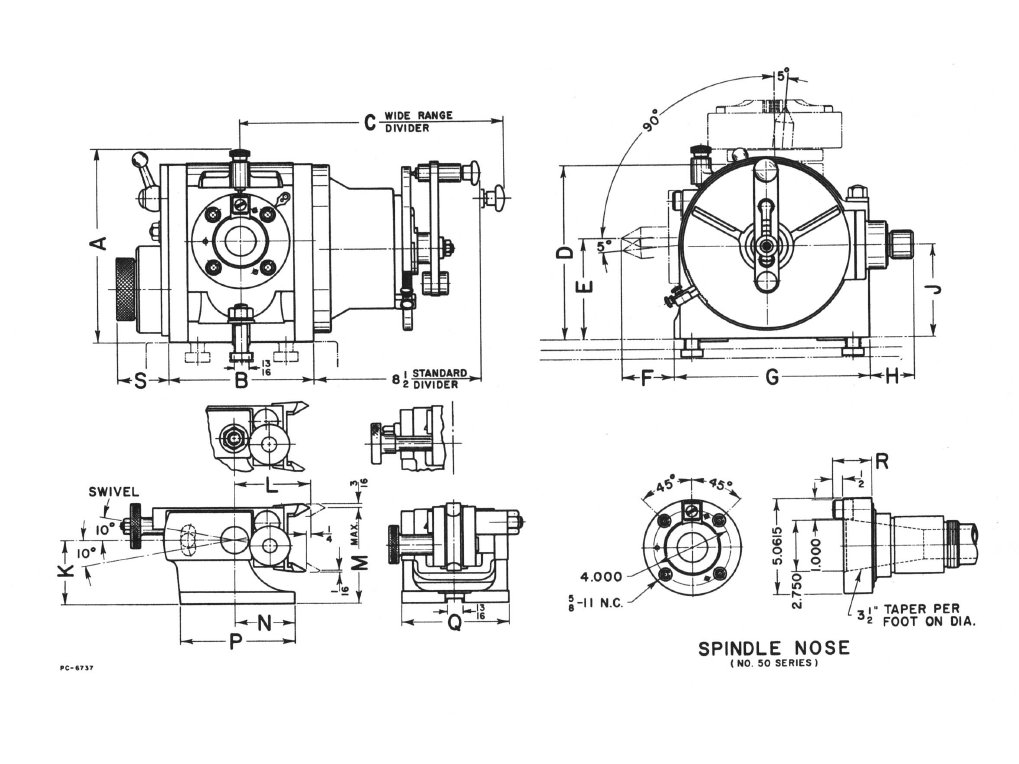
Cincinnati, and Hardinge




 Reply With Quote
Reply With Quote


.
Now for a question, do you ever get the feeling that ER16 is too small? I ask because I’m trying to equipe a shop for model making in retirement. Think steam engines for G/F scale and larger. I’ve been trying to decide on an optimal ER size to invest in. "Pin It")














Bookmarks