

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


This is more a process than a tool and is still being developed. I am seeking some input from others. I have tried to provide enough information to put the process into perspective.
I need some suggestions on restoring a 2 cycle combustion chamber.
Background-
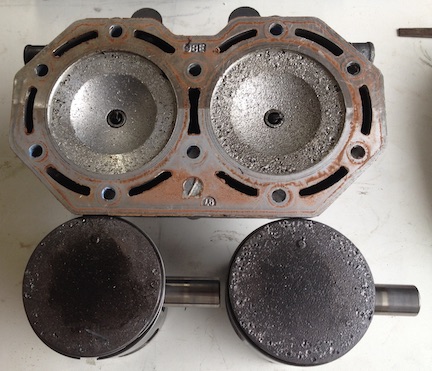
I am rebuilding a Personal Water Craft engine. I purchased this rebuilt engine from a big name PWC engine rebuilder. I will never purchase anything from them again. The engine failed, due to incorrect parts being used to assemble it, damaging the pistons, cylinder head and cylinder walls. The damage was created by small locating pins that worked their way out of the crank bearings because the incorrect (too large) thrust ring prevented the case halves from pulling tightly together.
damaged head/pistons photo
Progress
I was able to hone the cylinders so they are still within the specifications. I have worked on the pistons, they will clean up. I will need to balance them when I get finished with that. I will be able to account for the shorter pistons with a thinner base gasket for the cylinder or cutting the head.
pistons photo
I am currently working on the head. Since the engine was previously rebuilt and I do not trust the rebuilder, I could not be sure the combustion chambers were the correct profile to begin with. I purchased another cylinder head with one good chamber, the other chamber was damaged by what I suspect was detonation. Possibly due to an air leak in the crankcase. I will also be able to repair this head to use on a spare engine I am also building
good chamber photo
Making a form tool to fit the chamber.
I polished and waxed the good chamber. Then removed the ceramic electrode from an old spark plug. Turned the ground electrode off the end. Then bored the plug to fit a bronze bushing inside.
Spark plug photo
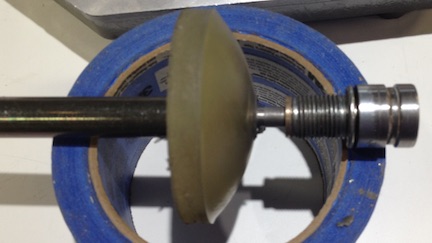
Then I made a mandrel by cutting the head off a 1/2 bolt. Threaded 2 nuts on the end and jammed them tight against the shank of the bolt. The nuts give the resin something to grip to resist torque. Then turned the end of the bolt to fit the bushing I put in the spark plug. With the plug screwed into the head, I leveled the head so the resin will flow into the chamber level. Then inserted the mandrel into the bushing. Then mixed and poured polyurethane resin into the chamber to create a form tool with the correct shape.
form tool photo
The problem-
After the resin cured I was able to attach some sand paper to the form to remove the dings from the chamber. The process worked OK, but not great. I was quickly and easily able to remove the dings from the chamber. However it I am not able to get finer grades of paper to conform well enough to the shape of the tool. The little wrinkles in the paper causes grooves in the chamber. It needs to be smooth to prevent detonation.
chamber and tool photo
After I find a good way to finish the chamber I can use that technique to clean up the squish band. Then CC the head and cut the surface as required to bring it back into specification according to how the pistons and deck height come out.
I have tried valve grinding compound on the bare from tool, it might work, but I am not able to find various grit sizes here locally. If anyone has other suggestions for a better way to get the abrasive to fit the form tool .I am listening.
Thanks,
John






 Reply With Quote
Reply With Quote





 Cut a disk with a diameter that covers your form tool plus enough to clamp on.
2) Cut triangular slits (maybe 5 - 8) out of the disk. The slits should be oriented with the apex near the center of the disk and the base (shortest side) of the triangle on the circumference of the disk. Size the slits to get maximum coverage of the form, without any overlap. "Pin It")



Bookmarks