2,500+ Tool Plans. 13 Years Strong.
30-Day Guarantee.
Built by Real Builders. Proven by Real Results.
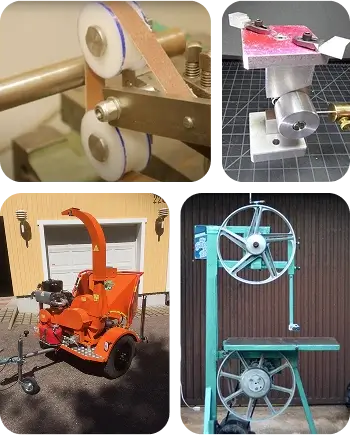
Meet the community members who built high-performance tools from scratch:
meanwhileinthegarage's belt grinder
meanwhileinthegarage Verified user

CharlesWaugh's vise
CharlesWaugh Verified user

tonyfoale's hand tapper
tonyfoale Verified user

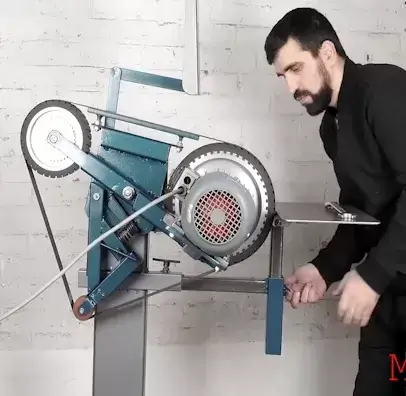
Mr.DK DIY's roller bender
Mr.DK DIY Verified user

will52100's treadle hammer
will52100 Verified user

h7eh7e's double disc sander
h7eh7e Verified user

lucia workshop's welding positioner
lucia workshop Verified user

KarlMetalworks's forging press
KarlMetalworks Verified user
![]() Join Thousands+ of DIYers Building Smarter.
Join Thousands+ of DIYers Building Smarter.
Forget overpriced tools. Build your own with expert plans and real-world support.
-
👥
Thousands of Members: Over 13 years online. Based in Colorado, USA 🇺🇸
-
🔧
2,500+ Step-by-Step Tool Plans: Easy-to-follow plans for bandsaws, belt grinders, machining tools, hundreds of lathe accessories, and many more tools.
-
✅
30-Day 100% Money-Back Guarantee: Build the tools you want in 30 days or get a full refund.
![]() Join Thousands+ of DIYers Building Smarter.
Join Thousands+ of DIYers Building Smarter.

13+ Years. 2500+ DIY Plans. Zero Gimmicks.
We're a passionate team of builders who got tired of overpriced tools, vague YouTube tutorials, and cluttered forums. So we created a no-nonsense solution: thousands of tested, printable DIY tool plans, backed by an expert community and no upsells.
- Zero ads or tool company sponsors.
- Expert-led, respectful community.
- 22 eBooks included.
- Real tools. Real builds. Real savings.
![]() Join Thousands+ of DIYers Building
Smarter.
Join Thousands+ of DIYers Building
Smarter.
Not Just for Hobbyists. This Is for Real Builders.
If you've built or repaired anything before, you're ready to join. If not - start smaller, then come back.
We DO:
- Give you plans that work, with every step laid out
- Support beginners and pros alike
- Encourage respectful, focused discussion
- Feature tools you'll actually use
We DO NOT:
- Sell you overpriced tools
- Push sponsored products
- Use fake reviews or shady upsells
- Clog your feed with fluff and filler

Start Building Smarter in 3 Easy Steps
No delays. Once you join, you get instant access to plans that save you time and money.

Join & unlock everything instantly
Access all plans, eBooks, and expert support immediately.
Download proven guides
Grab tool plans, builder eBooks, and step-by-step walkthroughs.

Start building. Start saving.
Make tools that work and keep more cash in your wallet.
![]() Join Thousands+ of DIYers Building Smarter.
Join Thousands+ of DIYers Building Smarter.
Why Serious Builders Choose HomemadeTools.net
Build smarter, spend less, and join a community that actually builds.
22 Expert DIY eBooks
Packed with shop tips, tool upgrades, and proven build strategies.
Built for Serious DIYers
Designed for builders who've moved beyond birdhouses and into real tools.
Ongoing Plan Updates
Our plans are continuously updated for clarity, efficiency, and ease, so you can build faster, smarter, and with fewer mistakes.
No Ads or Sponsors
100% independent—no upsells, no bias, just honest, proven content.
Helpful Builder Community
Ask, share, and learn in a respectful space full of experienced makers.
High Value, Low Cost
One small fee unlocks thousands of plans and tools that pay for themselves.
Built by Builders, Not Clickbait Creators
Discover how HomemadeTools.net stands apart from typical DIY sites built for clicks, not craftsmanship.
HomemadeTools.net
- Built for serious builders
- Real experts with hands-on experience
- Respectful, focused, no-drama forum
- No ads, sponsors, or product bias
- 100% real homemade tools and plans
- No upsells, gimmicks, or hidden agendas
Other Tool Sites
- Built for ad clicks and product promotions
- Generic tips from influencers or beginners
- Loud, unmoderated, drama-filled discussions
- Sponsored content and biased "reviews"
- Birdhouses and weekend craft kits
- Pop-ups, fake reviews, and affiliate traps
![]() Join Thousands+ of DIYers Building Smarter.
Join Thousands+ of DIYers Building Smarter.
Choose Your Plan and Start Building Smarter
No upsells. No ads. Just proven plans and real results.
Monthly Plan
$9/month (Reg. $14)
🔥 Save $5 Instantly!Includes:
- 2,500+ premium tool plans
- 22 expert DIY eBooks
- Supportive DIY builder community
- New plans added regularly
30-day money-back guarantee — no questions asked
Yearly Plan
$69/year (Reg. $109)
🔥 Save $40 Instantly!Includes:
- 2,500+ premium tool plans
- 22 expert DIY eBooks
- Supportive DIY builder community
- New plans added regularly
- Build smarter, master any tool
- Save hundreds vs. retail tools
- 12 months for the price of 8
30-day money-back guarantee — no questions asked










Hear It From Real Builders
![]() Join Thousands+ of DIYers Building
Smarter.
Join Thousands+ of DIYers Building
Smarter.
"An excellent online forum for those publishing and sharing their tool creations, modifications and improvements for all types of tools. Thank you for this wonderful website."
Paul R. Jones
"HomemadeTools.net is a wonderful site for exchanging ideas. I offer what I have figured out and gain ten times that from what others offer. It is a vibrant community of inventors."
Rick Sparber
"If you're a DIY tools, jigs, and fixtures geek like me, you'll like this place a lot!"
Dan Pennington
"I've found some great little ideas and tools in almost all of its sections."
Clif Post
"I have been drooling over this website for a while!"
Andy Mac
"There's tons of stuff on building stuff like belt grinders, power hammers, and other power equipment."
Daniel Rohde
Frequently Asked Questions
Honest answers to the most common questions we hear from builders.
What do I get when I join?
You get instant access to everything: 2,500+ detailed tool-building plans, 22 expert-written eBooks, and full access to our private builder forum. No delays, no drip content, just everything, right away.
Can I print out the plans?
Yes. You can download and print as many plans as you want. No restrictions. If you don't have a printer, you can pick one up for around $50 online; it'll pay for itself after your first build.
What if I don't like the membership?
No hard feelings. Cancel anytime through your member profile. If it's within 30 days, we'll refund you in full, no questions asked.
Can I just download one set of plans or one eBook and then cancel?
Sure. Some members join just to grab a specific plan or eBook, then come back later for more. Totally fine with us. That's how flexible access should work.
Where are you located?
We're based in Boulder, Colorado. Our company, Buildthreads, Inc., was founded in 2012 and is Better Business Bureau Accredited with an A+ rating. Most members are in the U.S., Canada, UK, Europe, Australia, and New Zealand.
Are you sponsored by any tool companies?
Nope. We've never taken a dime from tool brands or manufacturers. We're 100% independent, no ads, no bias, just builders helping builders.
Will it take a long time to build a tool?
Not with our plans. Many include a Bill of Materials, Build Guides, and links to reference videos or patent drawings. We've done the research, you just follow the steps and build.
What if I get stuck during a build?
Ask in the forum. You'll get answers from builders who've been there. It's one of the most helpful and respectful DIY communities online.
Can I use this to modify or upgrade existing tools?
Absolutely. We've got tons of plans for jigs, tool upgrades, and improvements — especially for Harbor Freight tools. You'll also get access to our Best Harbor Freight Tool Mods eBooks (Volumes I & II).
I'm a complete beginner. Is this right for me?
Honestly? Probably not.
If you've never used hand tools or built anything before, our
library may feel overwhelming. But if you've built or repaired
even a few things, you're ready to dive in — and we'll help
you get where you need to be.
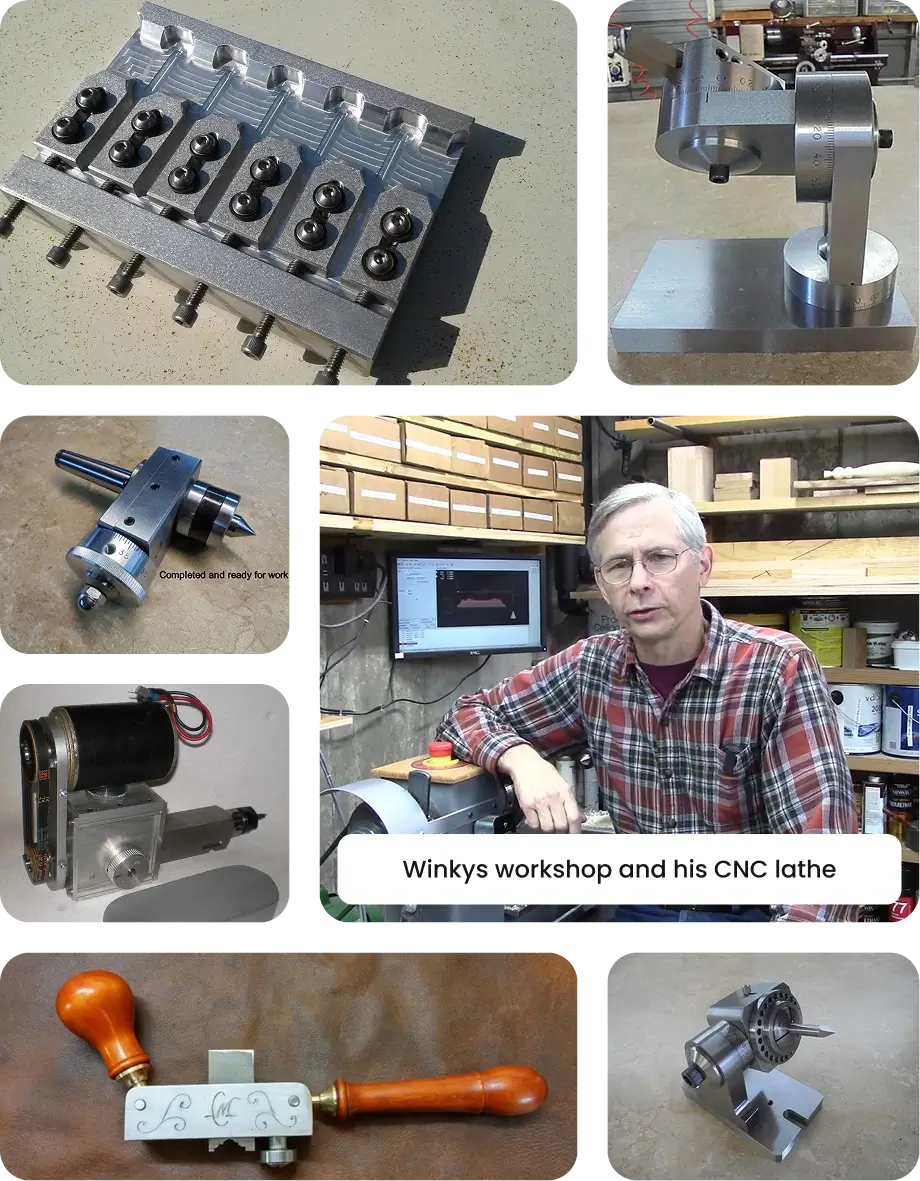
I'm already an advanced builder. Is this too basic?
Not at all. Many of our members are experienced machinists and
fabricators. You'll find CNC projects, custom lathe
accessories, Arduino integrations, and builds you won't see
anywhere else.
For example, our 2,500+ plans include over
403 lathe accessory builds alone.
Did you write all the tool plans yourselves?
We went further — we curated the largest online collection of
homemade tool plans from across the internet.
Instead of one or two plans, you get access to
thousands, including multiple build
styles for the same tool. We organize everything so you can
focus on building.
Can I access everything from my phone?
Yes, the site works fine on mobile. But many members pick up a cheap shop laptop (~$50-100) for convenience. Add a $7 keyboard cover and you're ready to work without messing up your main gear.
Will I get anything in the mail?
Nope — it's all digital. You can download and save everything to your computer. Some builders print out drawings to use in the shop — that's up to you.

What Are You Waiting For?
The Best Time to Start Was Yesterday. The Next Best Is Now.
Stop overpaying for tools. Start building smarter, faster, and for less, with plans that pay for themselves.
![]() Join Thousands+ of DIYers Building Smarter.
Join Thousands+ of DIYers Building Smarter.